제트 커팅
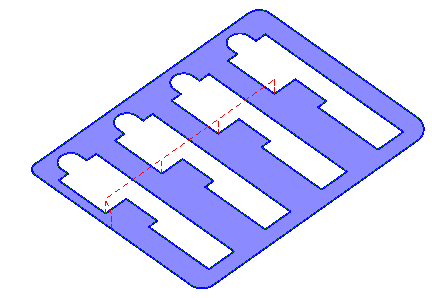
이 작업은 판재 공작물에서 부품을 절단하기 위한 것입니다. 부품의 윤곽은 곡선 투영으로 정의됩니다.
2D 윤곽 가공과의 주요 차이점은 가공 순서, 브릿지 정의 및 스텝오버 전략입니다. 먼저 내부 윤곽이 가공됩니다. 외부 윤곽은 항상 마지막에 가공됩니다. 이 규칙의 이유는 다음과 같습니다. 외부 윤곽을 먼저 가공하면 부품이 아직 고정되지 않은 상태이므로 내부 구멍을 절단할 수 없습니다.2D 윤곽 가공
아래 패널을 사용하여 가공 순서를 정의합니다. 이 패널은 파라미터 창의 <전략> 페이지에 있습니다.
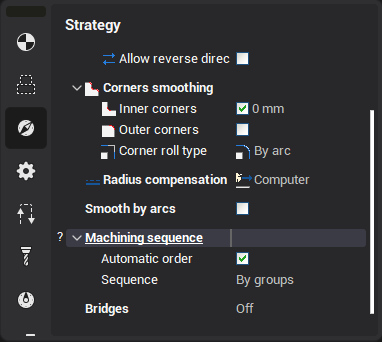
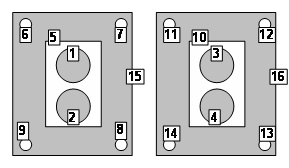
이 옵션이 선택되면 중첩도가 가장 높은 윤곽이 먼저 가공됩니다. 중첩도가 점차 낮은 윤곽이 그 다음에 가공되며, 외부 윤곽이 마지막에 가공됩니다.
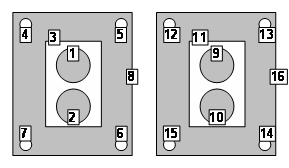
이 옵션이 해제되면 그룹별로 가공이 수행됩니다. 중첩도가 가장 높은 윤곽부터 외부 윤곽 순서로 가공됩니다. 그 후 다음 그룹이 가공됩니다. 이 가공 방식은 공회전 이동이 적습니다.
모든 모델 항목(윤곽)에는 가공 파라미터가 있습니다. 윤곽은 왼쪽 또는 오른쪽에서 가공할 수 있으며, 공구를 설정할 수 있습니다.
각 객체는 고유한 가공 방법을 가질 수 있습니다. 공구 중심이 윤곽을 따라 이동하거나 공구의 왼쪽 또는 오른쪽으로 윤곽에 접촉하는 방식입니다. 윤곽을 오른쪽 또는 왼쪽에서 가공하는 경우 추가 소재 여유량을 정의할 수 있습니다. 양의 소재 여유량은 가공 방향 쪽으로 적용됩니다. 밀링 커터의 중심이 윤곽을 따라가는 경우, 추가 소재 여유량을 어느 쪽에 적용해야 하는지 정확히 정의할 수 없으므로 소재 여유량 값은 무시됩니다.
작업에 공작물 또는 제한 영역이 정의된 경우, 정의된 윤곽 중 공작물 내부에 있고 제한 영역 외부에 있는 영역만 가공됩니다. 공작물이나 제한 영역이 정의되지 않은 경우, 시스템은 제한 없이 정의된 모든 윤곽을 가공합니다.공작물제한 영역
작업 공구는 원통형 밀링 커터 또는 제트입니다. 공구 길이는 무한한 것으로 간주됩니다. 따라서 가공 레벨(상단, 하단 및 안전 레벨)은 정의되지 않습니다.상단하단안전 레벨
작업이 로컬 좌표계를 사용하거나 스위블 헤드를 사용하는 경우, 시스템은 로컬 좌표계의 XY 평면을 기준으로 가공을 수행하며, 모든 가공 패스는 로컬 좌표계의 XY 평면에 평행합니다.로컬 좌표계스위블 헤드
열린 곡선의 가공 시작점은 첫 번째 또는 마지막 점에 해당합니다(<모델> 페이지의 설정과 <반전> 체크 및 <역방향 허용> 설정에 따라 다름). 닫힌 곡선의 경우, <모델> 페이지에서 시작점이 정의되지 않으면 공구 이동을 최적화하기 위해 첫 번째 가공 점으로의 접근이 외부 코너 또는 가장 긴 구간으로 자동 수행됩니다.
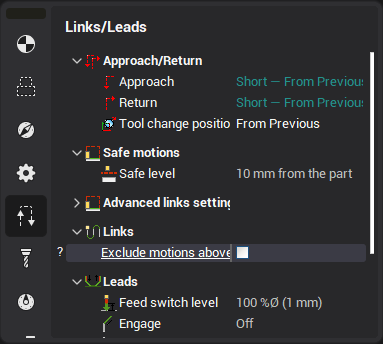
결과 공구경로의 연결이 계산될 때, 선택된 접근 유형이 각 공구경로의 시작에 추가되고 퇴피 유형이 끝에 추가됩니다. 공구경로 연결 순서는 곡선/오프셋, 보정 설정의 조합에 따라 달라집니다.접근퇴피
<역방향 허용>이 선택된 경우, 절단 순서는 <공회전 최소화> 설정을 고려하여 설정됩니다. 윤곽 가공 방향은 변경되지 않습니다. 그렇지 않으면 윤곽은 <모델> 페이지에 나타나는 순서대로 가공됩니다. 가공되는 각 프로파일에 대해 시작점을 정의할 수 있습니다.
브릿지 수량 정의 모드:
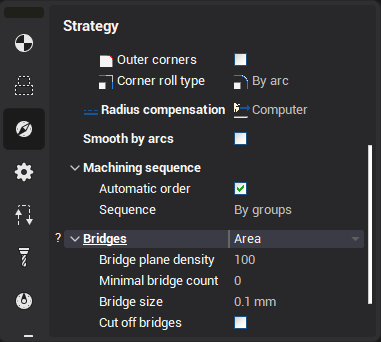
<없음> – 브릿지 없이 가공하는 모드입니다.
<카운트> – 브릿지의 구체적인 수량을 정의합니다. 모든 곡선에 동일한 수의 브릿지가 적용됩니다(열린 곡선의 경우 브릿지 수가 1개 적음).
<길이 (L)> – 브릿지 수량은 곡선 길이를 파라미터 <C>에 지정된 값으로 나누어 정의됩니다(열린 곡선의 경우 브릿지 수가 1개 적음). 각 곡선의 브릿지 수는 곡선 길이에 비례하여 달라집니다.
<지역 (A)> – 브릿지 수량은 곡선 면적을 파라미터 <C>에 지정된 값으로 나누어 정의됩니다(열린 곡선은 브릿지 없이 가공됨). 각 곡선의 브릿지 수는 면적에 비례하여 달라집니다.
<최소 개수> 파라미터는 개별 곡선에 대한 최소 브릿지 수를 정의합니다. 계산 공식에 의해 브릿지 수가 이보다 적게 산출되면, 브릿지 수는 <최소 개수> 파라미터 값으로 설정됩니다.
<브릿지 크기> 파라미터는 브릿지의 길이를 정의합니다(곡선을 따라 측정).
<브릿지 나중에 잘라내기> 플래그를 사용하면 브릿지를 남겨두고 모든 곡선 가공 후에 처리할 수 있습니다. 이 플래그가 설정되면 곡선 가공 후 추가 정지 명령(<OPSTOP>)이 출력된 다음 브릿지 가공이 수행됩니다.
<가공된 부품 위 이동 제외>는 윤곽 간 이동 방법을 설정합니다. 이 전략이 해제되면 안전 레벨에서 점 사이의 최단 거리로 이동합니다. 활성화되면 이전에 절단된 윤곽 위를 공구가 지나가지 않도록 이동합니다.
참조: