작업 로컬 좌표계
적용 범위:
공작물 좌표계에 대해 추가로 오프셋 및 회전된 좌표계 내에서 공구경로를 생성할 수 있습니다. 예를 들어, 공작물 좌표계에 대해 경사진 포켓을 가공하는 프로그램은 포켓의 경사에 맞춰 정렬된 로컬 좌표계에서 생성하면 훨씬 간단해집니다. 이 방법은 위치 결정 5축(3+2) 가공에 사용됩니다. '자동' 값을 선택하면 로컬 좌표계의 Z축 방향이 공구 방향 그룹의 파라미터로 정의되는 공구 회전축을 따라 자동으로 설정됩니다.
작동 원리
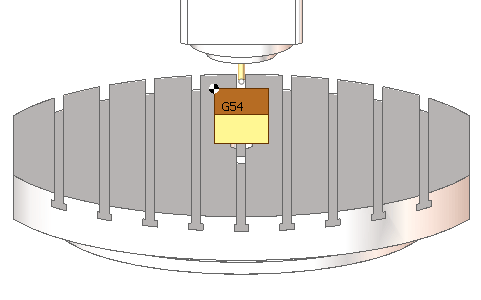
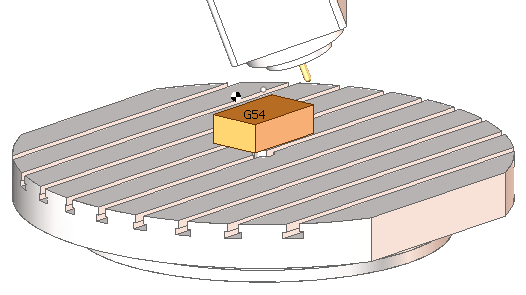
작업은 로컬 좌표계에서 공구경로를 생성합니다. 기본적으로 작업은 공작물 좌표계(G54)에서 공구경로를 생성합니다. 그러나 셋업 패널에서 로컬 좌표계 파라미터를 지정하여 이 동작을 변경할 수 있습니다.공작물 좌표계
파라미터는 두 가지 방법으로 설정할 수 있습니다. 드롭다운 목록에서 로컬 좌표계를 선택하거나, 말줄임표 버튼을 클릭하여 대화형 모드에서 로컬 좌표계를 설정할 수 있습니다.
드롭다운 목록에는 다음 옵션이 포함되어 있습니다:
1. <끄기> - 로컬 좌표계가 비활성화됩니다 - 공구경로가 공작물 좌표계에서 생성됩니다.공작물 좌표계
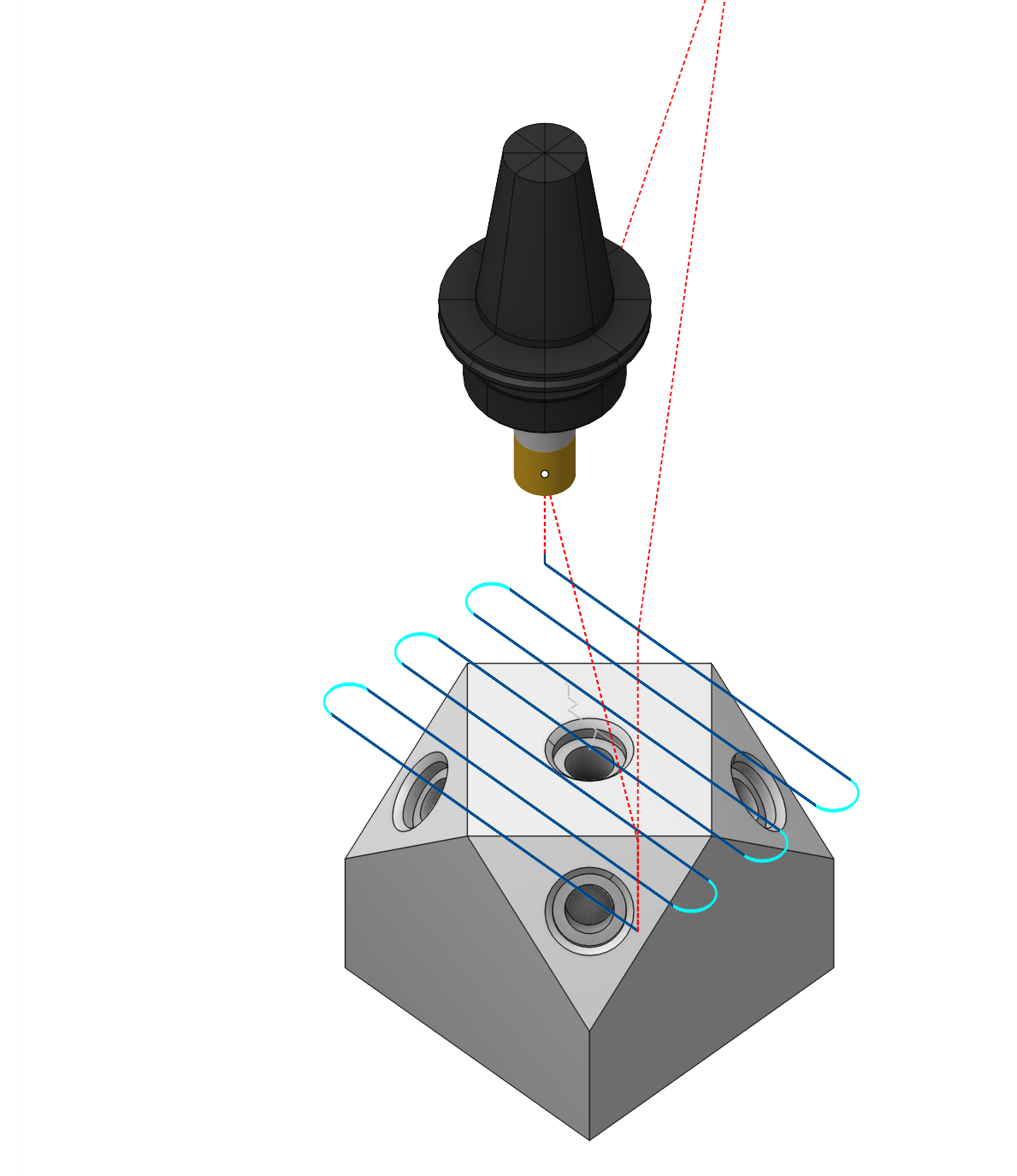
초기 공작 기계 구성 (A0 C0)초기 공작 기계 구성(A0 C0). G54는 공작물의 왼쪽 상단 모서리에 있으며, 공구 기준점은 공구 끝단에 있습니다.
로컬 좌표계를 활성화하지 않은 5축 위치 결정 후의 기계 구성 (A20 C-40)로컬 좌표계를 활성화하지 않은 상태에서 5축 위치 결정 후의 기계 구성(A20 C-40). 공작물과 공구는 이동했지만 G54와 공구 기준점은 동일한 위치에 유지됩니다. 생성된 공구경로는 공작물 셋업 및 공구 길이에 따라 달라집니다.
2. <자동> - 로컬 좌표계의 위치가 공작 기계 회전축의 현재 위치에 의해 결정됩니다. LCS의 Z축은 공구 축 방향에 정렬됩니다. LCS의 원점은 공작물 원점(G54)의 위치와 일치하지만, 대화형 모드(말줄임표 버튼)에서 쉽게 재배치할 수 있습니다.
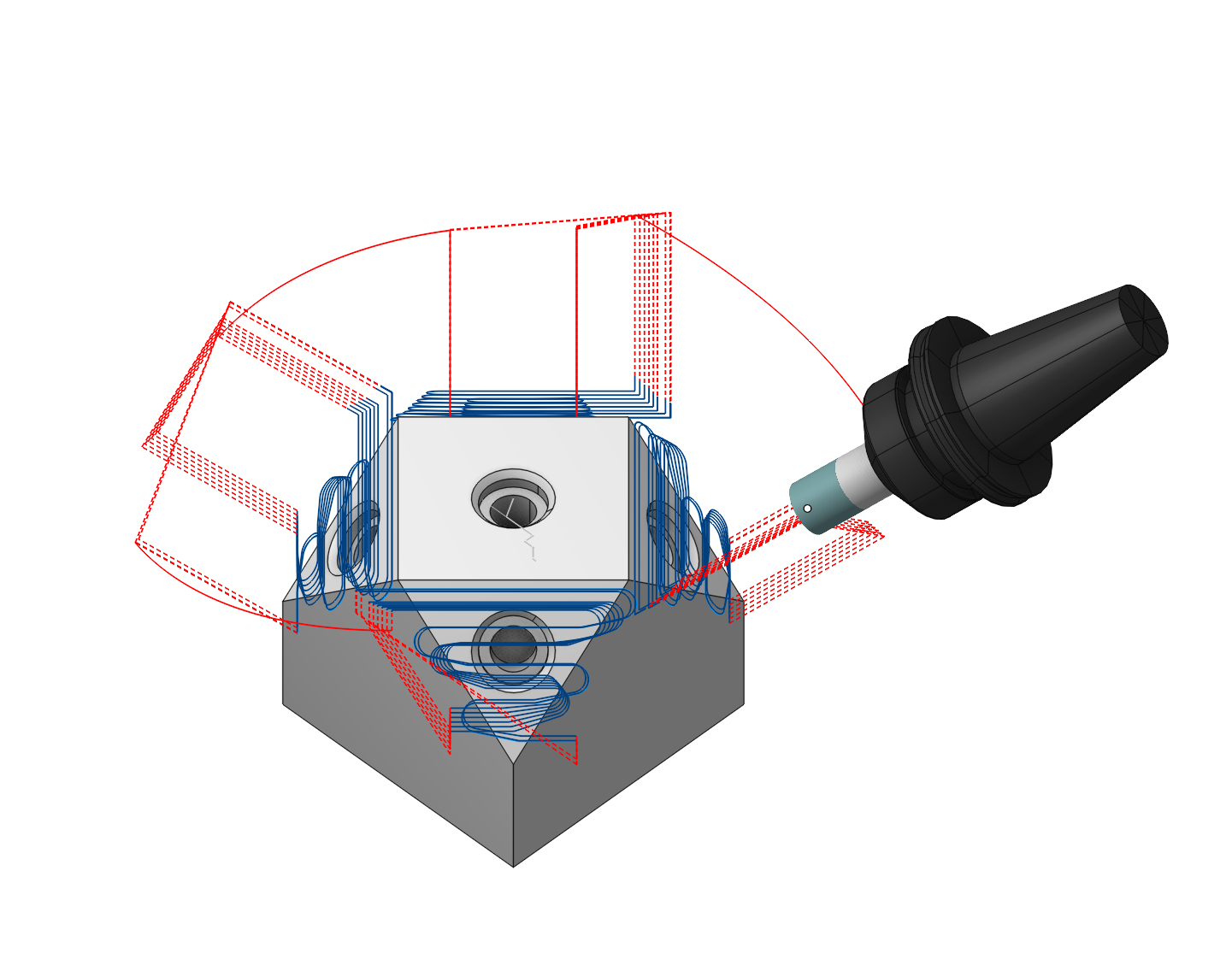
초기 공작 기계 구성 (A0 C0)초기 공작 기계 구성(A0 C0). G54는 공작물의 왼쪽 상단 모서리에 있으며, 공구 기준점은 공구 끝단에 있습니다.
로컬 좌표계를 AUTO로 설정한 5축 위치 결정 후의 기계 구성 (A20 C-40)로컬 좌표계를 AUTO로 설정한 상태에서 5축 위치 결정 후의 기계 구성(A20 C-40). G54는 다시 공작물의 왼쪽 상단 모서리에 있으며, 공구 기준점은 다시 공구 끝단에 있습니다. 생성된 공구경로는 공작물 셋업/공구 길이와 무관합니다.
따라서 일반적으로 로컬 좌표계 파라미터의 자동 옵션을 사용해야 합니다. 자세한 내용은 작업 로컬 좌표계 항목을 참조하십시오.작업 로컬 좌표계
3. 기하학적 좌표계 목록. 작업 로컬 좌표계를 원하는 대로 정확히 정의하려면 적절한 기하학적 좌표계를 생성하고 로컬 좌표계 드롭다운 목록에서 선택할 수 있습니다.좌표계
로컬 좌표계를 활성화하면 CAM 시스템이 CLData의 헤더 섹션에 원점 명령을 생성합니다. 원점 명령에는 공구경로 후처리에 필요한 모든 데이터가 포함됩니다. 해당 데이터는 다음과 같습니다:
1. MCS - 기계 좌표계(G54) 기준 로컬 좌표계의 위치. 이 행렬은 공구 중심점 관리 기능(TCPM)이 없는 구형 컨트롤러에서 사용됩니다.
2. 작업 좌표계 - 공작물 좌표계(공작물과 함께 회전된 G54) 기준 로컬 좌표계의 위치. 이 행렬은 TCPM 기능이 있는 컨트롤러에서 사용됩니다.
3. 공구 축을 로컬 좌표계의 Z축을 따라 위치시키는 회전축 좌표.
로컬 좌표계 파라미터 옆의 말줄임표 버튼을 클릭하면 로컬 좌표계 정의의 대화형 모드로 진입합니다. 로컬 좌표계를 위치시킨 후 확인을 클릭하여 변경 사항을 적용합니다. 자세히 보기자세히 보기
또한 일부 컨트롤러는 공간 각도를 이용한 로컬 좌표계 정의를 지원하지 않습니다. 이러한 컨트롤러는 공구 축 방향을 로컬 좌표계의 Z축을 따라 정렬하는 실제 기계 회전 각도로 로컬 좌표계를 정의해야 합니다. CAM 시스템은 이러한 컨트롤러를 지원합니다. 해당 옵션은 공작 기계 속성의 컨트롤 파라미터 섹션에서 사용할 수 있습니다.
또 다른 컨트롤러 기능은 로컬 좌표계 위치 결정 모드입니다. 이 옵션은 컨트롤러가 원점 명령을 처리할 때의 동작을 결정합니다. CAM 시스템은 다음과 같은 로컬 좌표계 위치 결정 모드를 지원합니다. (기계 설정 - 컨트롤 파라미터 - 인덱스 5축 가공 - 로컬 좌표계(ORIGIN))기계 설정 - 컨트롤 파라미터 - 인덱스 5축 가공 - 로컬 좌표계(ORIGIN))
1. 유지 - 원점 명령이 기계 축을 이동하지 않습니다.
2. 회전 - 원점 명령이 공구 축 방향이 로컬 좌표계의 Z축과 정렬되도록 기계 축을 회전합니다.
3. 이동 - 원점 명령이 공구 축을 로컬 좌표계의 Z축에 정렬하도록 기계 축을 회전하고, 공구 끝단 위치가 공작물에 대해 동일하게 유지되도록 직선축을 이동합니다.
다음 표에는 포스트프로세서가 <ORIGIN> 명령 대신 생성할 수 있는 가장 일반적으로 사용되는 CNC 컨트롤러의 명령이 나와 있습니다.
|
원점 |
G92 G68 |
TRANS ROT |
사이클 7 사이클 19 |
참조: