방전 및 제트 절단 4D 작업의 전략
가공 전략에 대한 다양한 파라미터 변경은 < 파라미터 > –> < 전략 > 창에서 수행합니다. 이 창은 < 가공 > 모드에 있는 < 파라미터 > 버튼을 클릭하여 접근할 수 있습니다. < 전략 > 탭에는 입력 필드와 설명 이미지가 포함된 여러 패널이 있습니다. 이러한 패널의 구성은 현재 작업 유형에 따라 결정됩니다.
와이어 방전 가공의 윤곽 가공 작업에는 다음과 같은 파라미터 세트가 포함됩니다:
< 보정 유형 > – 지정된 윤곽에서 와이어 오프셋이 수행되는 방식을 결정합니다.
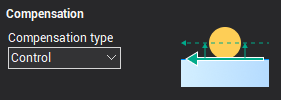
다음과 같은 보정 유형을 사용할 수 있습니다:
< 컴퓨터 > – 시스템이 보정된 와이어 공구경로를 직접 계산하며, 보정 활성화 코드는 G코드에 출력되지 않습니다. 보정 담당 레지스터에는 오프셋 값이 추가되지 않습니다.
< 컨트롤 > – 시스템이 보정 활성화 코드를 G코드에 출력하고, 와이어를 오프셋하지 않습니다. 보정 값 담당 레지스터에는 각 패스의 오프셋 값이 기록됩니다. 보정은 CNC 컨트롤에서 계산됩니다.
< 양쪽 모두 > – 시스템이 오프셋이 이미 반영된 공구경로를 G코드에 출력하며, 동시에 보정 활성화 코드도 G코드에 출력됩니다. 보정 값 담당 레지스터는 채워지지 않습니다.
< 양쪽 모두 반전 > – < 양쪽 모두 > 모드와 동일하게 보정이 계산되지만, 보정 방향이 반대로 변경됩니다.
< 해제 > – 윤곽에 입력된 와이어 오프셋 값이 출력되지 않습니다. 보정 코드가 G코드에 출력되지 않습니다. 보정량 담당 레지스터는 사용되지 않습니다.
각 패스의 보정 값은 < 이송/속도 > 탭의 <오프셋 값>에 작업의 소재 여유량을 더한 값으로 정의됩니다. < 컴퓨터 >, < 양쪽 모두 > 및 < 양쪽 모두 반전 > 보정 유형에서는 이 값이 등거리 경로 생성에 사용되며, < 컨트롤 > 유형에서는 < 이송/속도 > 탭에서 해당 패스에 지정된 <오프셋 코드> 번호의 레지스터에 값이 입력됩니다.오프셋 값오프셋 코드
보정 방향은 작업의 <작업 지정> 내에서 각 윤곽별로 개별 설정할 수 있습니다.작업 영역
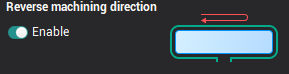
< 가공 방향 반전 > – 이 옵션을 활성화하면, 시스템이 공구경로 길이가 최소가 되는 패스 방향을 선택합니다. 옵션이 비활성화되면, 패스 방향은 항상 윤곽의 <작업 지정>에 지정된 방향을 따릅니다.작업 영역
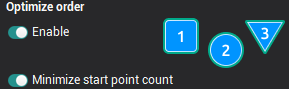
< 순서 최적화 > – 이 전략은 작업 지정에 둘 이상의 윤곽이 있을 때 윤곽 패스의 순서를 결정합니다. < 순서 최적화 > 옵션이 활성화되면 윤곽 간 이동 길이가 최소화됩니다. 이 옵션이 비활성화되면 패스 순서는 <작업 지정>의 윤곽 순서를 따릅니다.작업 영역
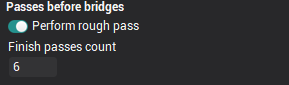
< 브릿지 전 패스 > 이 패널은 브릿지를 트림하기 위해 작업 지정의 각 윤곽에 대해 수행될 패스 수를 결정합니다. 브릿지 형성이 비활성화된 경우, 이 파라미터는 각 윤곽의 전체 패스 수를 결정합니다. < 황삭 패스 수행 > 옵션이 포함되면, 각 윤곽에 대해 하나의 황삭 패스가 실행되며, < 정삭 패스 수 > 필드에 정의된 수만큼의 패스도 수행됩니다. 이 옵션을 끄면, 브릿지 트림을 위한 황삭 및 정삭 절단이 수행되지 않습니다. 설정된 파라미터에 따른 대략적인 패스 순서는 <패스 표시 목록>에 표시됩니다.경로 표시 목록
< 브릿지 >. 예를 들어 작업 지정이 일련의 폐곡선 윤곽인 경우, 전체 윤곽을 완전히 절단하면 공작물의 일부가 원하지 않게 탈락할 수 있습니다. 시스템은 공작물에 가공하지 않는 특수 구간을 유지할 수 있는 파라미터 세트를 제공하며, 이를 브릿지라고 합니다. 와이어가 이러한 구간에 접근하면, 시스템이 <정지 명령 위치>를 추가하여 공작물의 특정 부분을 고정하기 위한 추가 단계를 수행한 후 브릿지를 자동으로 트림할 수 있습니다. 브릿지의 위치는 <작업 지정> 섹션에서 각 윤곽별로 개별 지정할 수 있습니다. < 브릿지 > 섹션에서는 브릿지 절단 패스 수, 브릿지 절단 후 윤곽 정리 패스 수, 그리고 이러한 패스의 순서를 결정하는 파라미터를 설정할 수 있습니다. < 활성화 >가 선택되지 않으면 브릿지 절단 및 브릿지 절단 후 정리 가공이 수행되지 않으며, 패널의 모든 필드가 비활성화됩니다.정지 명령 위치작업 영역
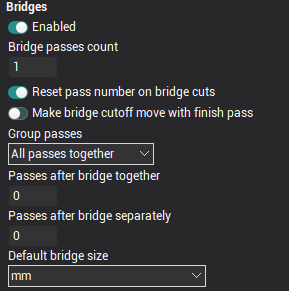
< 브릿지 패스 수 > 필드는 각 윤곽의 각 브릿지 절단에 대해 수행될 패스 수를 설정합니다. < 브릿지 절단 시 패스 번호 초기화 > 옵션이 활성화되면, 브릿지 절단 이동의 절삭 조건을 정의하는 패스의 카운트 번호가 시작값, 즉 < 이송/속도 > 탭의 <시작 패스 #> 필드에 설정된 값으로 초기화됩니다. 그렇지 않으면 브릿지 절단 패스의 카운트 번호가 계속됩니다. 예: 브릿지 절단 전 마지막 윤곽 패스가 #2인 경우, 첫 번째 브릿지 절단 패스는 #3이 되고 다음은 #4가 됩니다. W 패스 시작 #
< 정삭 패스로 브릿지 절단 수행 > 옵션이 활성화되면, 최종 패스에서 브릿지가 절단된 후 리드 아웃 이동이 수행되며, 브릿지 패스 수가 1보다 크면 후속 브릿지 절단이 수행됩니다. < 정삭 패스로 브릿지 절단 수행 >이 비활성화되면, 마지막 윤곽 패스에서 브릿지를 남긴 채 리드 아웃 이동이 수행된 후 브릿지 절단 이동이 수행됩니다.
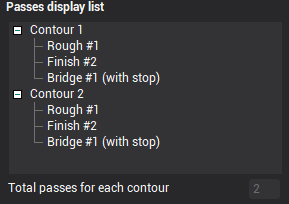
< 브릿지 후 함께 패스 > 및 < 브릿지 후 개별 패스 > 필드는 브릿지 트림 후 각 윤곽의 전체 길이를 따라 수행될 정삭 패스(정리 패스) 수를 함께 결정합니다. 이 두 옵션의 차이는 윤곽 피처가 2개 이상일 때만 영향을 줍니다. 두 가지 유형의 최종 패스에 대한 예시 순서가 아래 그림에 표시되어 있습니다:
|
"함께" 패스의 실행 순서: |
"개별" 패스의 실행 순서: |
|
|
|
< 패스 그룹화 > 드롭다운 메뉴에서 여러 윤곽으로 작업할 때 다양한 유형의 패스를 그룹화하는 방법을 선택할 수 있습니다. 다음 옵션을 사용할 수 있습니다:
< 모든 패스 함께 > – 각 윤곽에 대해 모든 황삭 패스, 브릿지 절단 패스 및 정삭 패스가 수행된 후에야 다음 윤곽이 시작됩니다.
< 브릿지와 정삭 함께 > – 모든 윤곽의 황삭 패스가 먼저 수행된 후, 각 윤곽에 대해 모든 브릿지 절단 및 정삭 패스가 함께 수행됩니다.
< 황삭, 브릿지, 정삭 개별 > – 먼저 모든 윤곽의 황삭 패스가 브릿지 절단 없이 실행되고, 그 다음 모든 윤곽의 브릿지 절단이 정삭 없이 수행되며, 마지막으로 모든 윤곽의 정삭 절단이 수행됩니다.
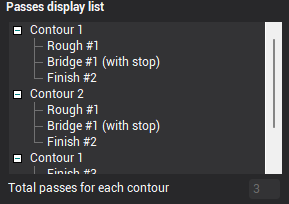
선택한 파라미터에 따른 대략적인 패스 순서가 < 패스 표시 목록 >에 표시됩니다.
< 패스 표시 목록 >. 와이어 방전 가공 작업의 < 전략 > 탭에는 작업 지정의 윤곽 가공 방식과 순서를 제어하는 다양한 옵션이 있습니다. 특정 파라미터가 가공 순서에 미치는 영향을 더 잘 이해하기 위해 < 패스 표시 목록 >이라는 정보 패널을 사용할 수 있습니다. 전략 프로세스에 영향을 주는 값이나 파라미터를 변경하면 이 정보 패널의 내용도 변경됩니다. 패널의 주요 영역은 2단계 트리 형식으로 표시됩니다. 이 트리에서 상위 레벨은 윤곽을 표시하고, 하위 레벨은 절삭 조건을 정의하는 패스의 유형과 수를 표시합니다. 패널 하단에는 현재 설정으로 각 윤곽에 대해 수행되는 총 패스 수를 표시하는 상자가 있습니다.
참고: 정보 패널 < 경로 표시 목록 >은 정보만 표시하며 모든 필드는 읽기 전용입니다. 표시된 정보의 변경은 메인 창에서 사용할 수 있는 파라미터 옵션을 통해서만 할 수 있습니다. 패널에 표시되는 정보는 근사값이며, 작업의 작업 지정에 포함된 윤곽의 실제 지오메트리를 고려하지 않고 생성되므로 정확한 가공 순서와 일치하지 않을 수 있습니다. 기본값으로, 목록에는 항상 두 개의 추상 윤곽이 포함됩니다.
참고: 전략에서 패스 수를 지정할 때, < 윤곽별 전체 패스 > 필드의 패스 수가 < 피드/속도 > 탭의 절삭 조건에 대해 정의된 패스 수와 일치하도록 주의 깊게 확인해야 합니다. 패스 수에 불일치가 있으면 가공된 윤곽에 재료가 남을 수 있습니다.
< 정지 명령 위치 >. 이 패널의 옵션은 브릿지 절단 패스의 G코드에서 정지 명령의 출력을 제어합니다. 정지 명령은 < 활성화 > 옵션이 선택된 경우에만 G코드에 출력됩니다. 다음 두 파라미터는 정지 명령의 출력 시점을 정의합니다. < 브릿지 전 > 옵션은 브릿지 접근 이동 후 절단 전에 출력되는 정지 명령을 활성화합니다. < 브릿지 후 > 옵션은 브릿지 절단 후 끝점에서 와이어 절단점으로의 리드 아웃 이동 전에 출력되는 정지 명령을 활성화합니다. 이 파라미터들은 독립적으로 작동하므로 동시에 설정할 수 있습니다.
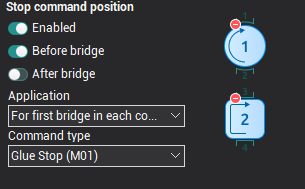
< 적용 대상 > 드롭다운 목록은 브릿지에서 기술적 정지를 사용하는 방식을 결정합니다. 옵션은 다음과 같습니다:
< 모든 브릿지 > – 작업에 지정된 모든 브릿지의 절단 이동에 대해 정지 명령이 출력됩니다.
< 각 윤곽의 첫 번째 브릿지 > – 각 윤곽의 첫 번째 브릿지에 대해서만 정지 명령이 출력됩니다.
< 작업의 첫 번째 브릿지 > – 작업의 첫 번째 브릿지를 절단할 때만 정지 명령이 출력됩니다.
< 명령 유형 > 이 파라미터는 출력 정지 명령의 특정 유형을 정의하며, 다음 두 가지 값 중 하나를 취할 수 있습니다:
< 접착 정지 (M01) > – "선택적" 또는 "추가" 정지로, 일반 정지 명령(M00)과 달리, CNC 제어판의 스위치가 선택되어 있을 때 작업자가 공정을 정지할지 여부를 결정할 수 있습니다. 일반적으로 이 명령은 보조 코드 < M01 >에 해당합니다.
< 정지 (M00) > – 이 명령은 G코드 실행의 무조건 중단을 발생시킵니다. 일반적으로 보조 코드 < M00 >에 해당합니다.
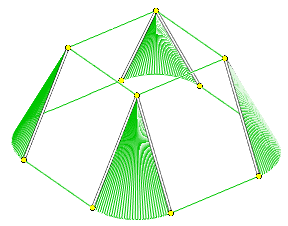
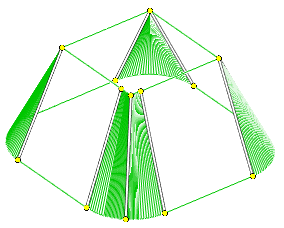
< 퇴화 프레임 보정 > 이 기능은 <와이어 방전 가공 4D 윤곽 가공> 작업에서 사용할 수 있습니다. 때때로 지정된 윤곽의 일부가 거의 0 또는 0 길이에 해당할 수 있습니다. 아래 예시에서, 하부 윤곽의 왼쪽 그림에 있는 호는 상부 윤곽의 지오메트리를 0으로 퇴화시킵니다. CNC 컨트롤은 퇴화된 프레임에서 오프셋 경로 등을 계산하는 데 필요한 기하학적 정보가 부족하여 이러한 경우를 처리할 수 없는 경우가 많으므로, 이러한 상황은 피해야 합니다. 이는 작업 지정에서 대응점을 수동으로 지정하거나, 퇴화 프레임 보정 기능을 사용하여 달성할 수 있습니다. 후자의 경우, 시스템이 윤곽에서 매우 짧은 길이를 자동으로 감지하고 아래 오른쪽 그림과 같이 선택적 양만큼 "연장"합니다.와이어 방전 가공 4D 윤곽 가공작업 지정
|
퇴화 프레임이 있는 윤곽: |
보정된 프레임이 있는 윤곽: |
|
|
|
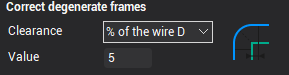
< 퇴화 프레임 보정 > 섹션에서 기능을 활성화하거나 비활성화하고, 퇴화된 요소를 연장할 양을 입력할 수 있습니다. < 여유량 > 드롭다운에서 다음 항목을 사용할 수 있습니다:
< 해제 > – 이 항목을 선택하면 퇴화 프레임 보정이 비활성화됩니다.
< 거리 > – 이 기능을 활성화합니다. 필요한 연장의 고정 양은 < 값 > 필드에 입력됩니다. 값은 현재 선택된 단위(밀리미터 또는 인치)와 관련됩니다.
< 와이어 직경의 % > – 이 기능을 활성화합니다. 필요한 연장 양은 현재 와이어 직경의 백분율로 < 값 > 필드에 입력됩니다. 값은 현재 선택된 단위(밀리미터 또는 인치)와 관련됩니다.
참고 항목: