와이어 EDM 4D 윤곽 가공
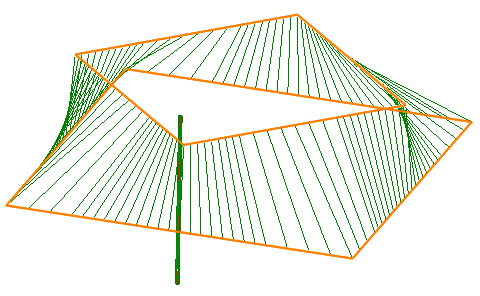
<와이어 EDM 4D 윤곽 가공> 작업은 두 개의 평면 윤곽을 따라 동시에 와이어 경로를 생성하기 위한 것입니다. 이 윤곽 중 하나는 와이어 EDM 공작 기계의 하부 가이드를 이동시키며, 보다 정확히 말하면 작업(XY) 윤곽 평면을 이동시킵니다. 두 번째 윤곽은 와이어 EDM 공작 기계의 상부 가이드, 즉 리드(UV) 윤곽을 이동시킵니다. 따라서 작업 중 와이어의 상단과 하단이 서로 다른 경로를 따라 이동할 수 있습니다.
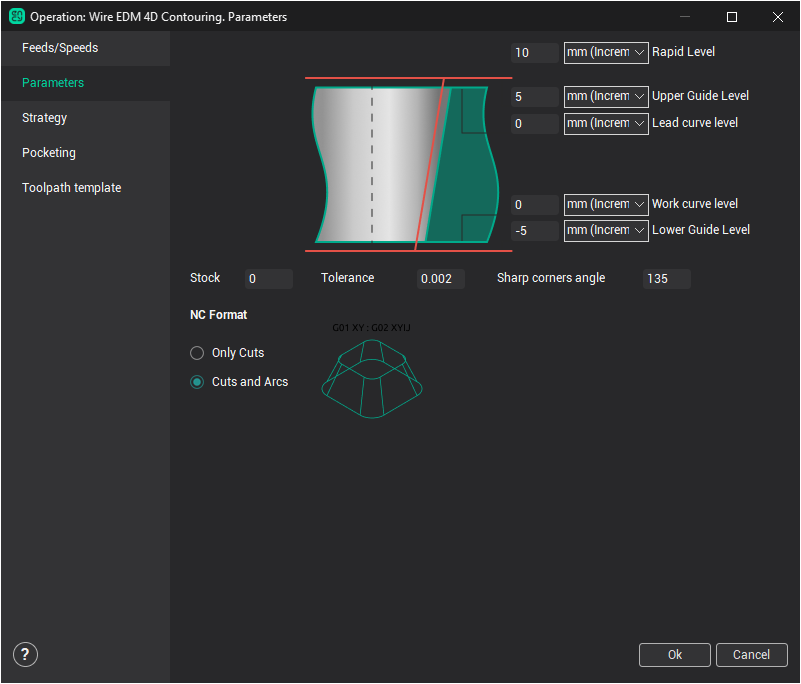
각 작업의 세부 옵션은 작업 파라미터 창의 <파라미터> 페이지에서 설정합니다.
다음과 같은 작업 속성을 사용할 수 있습니다:
<작업 레벨>:
<급속 이송 레벨> – 급속 이동이 수행되는 Z 레벨을 정의합니다. 모든 작업 레벨보다 위에 위치해야 하며, 고정구 등과 간섭 없이 급속 이동이 수행될 수 있는 높이여야 합니다.
<상부 가이드 레벨> – 와이어 EDM 공작 기계의 상부 가이드 Z 레벨을 정의합니다.
<리드 곡선 레벨> – 상부 리드(UV) 윤곽의 Z 레벨을 정의합니다.
<작업 곡선 레벨> – 일반적으로 작업(프로그램) 윤곽의 Z 레벨입니다.
<하부 가이드 레벨> – 와이어 EDM 공작 기계의 하부 가이드 Z 레벨을 정의합니다.
<소재> – 작업 내 모든 윤곽에 적용할 추가 잔여 소재 값입니다. 이 값의 계산 방법은 <전략> 페이지에서 선택한 <보정 유형>에 따라 달라집니다. 각 패스의 보정 값은 <이송 속도/회전 속도> 페이지의 <오프셋 값>과 <소재> 값의 합입니다. <컴퓨터>, <양쪽> 및 <역방향 양쪽> 보정 유형에서는 이 값을 기반으로 등거리 곡선을 생성합니다. <컨트롤> 유형에서는 <이송 속도/회전 속도> 페이지의 <오프셋 코드> 번호에 해당하는 레지스터에 값이 입력됩니다.보정 유형오프셋 값컴퓨터모두모두 반전제어오프셋 코드
<공차> – 와이어의 근사 경로가 이상적인 경로에서 허용되는 최대 편차를 정의하는 계산 공차입니다. 공차를 너무 높게 설정하면 계산 시간이 과도하게 길어질 수 있으며, 반대로 공차를 너무 낮게 설정하면 파트에 허용할 수 없는 가우지가 발생할 수 있습니다.
<NC 포맷> – 이 패널에서 G코드의 두 가지 포맷 중 하나를 선택할 수 있습니다:
<직선만> – 원본 윤곽의 모든 호가 직선 세그먼트(<직선>)로 근사됩니다. G코드에는 직선 이동만 포함됩니다. 이 경우 NC 블록에는 하부 윤곽(X, Y)과 상부 윤곽(U, V)의 좌표가 동시에 포함됩니다. NC 블록은 다음과 같은 형식입니다:
G01 X65.852 Y-89.422 U-3.902 V19.616
<직선 및 호> – G코드에 직선 세그먼트와 호를 포함할 수 있습니다. 일반적으로 이 포맷의 NC 블록은 콜론으로 구분된 두 부분으로 구성됩니다. 블록의 왼쪽 부분은 하부 윤곽의 이동이고, 오른쪽 부분은 상부 윤곽의 이동입니다. NC 블록은 다음과 같은 형식입니다:
G03 X60. Y90. I-30. J0. : G03 X60. Y70. I-10. J0.
참고: