적응형
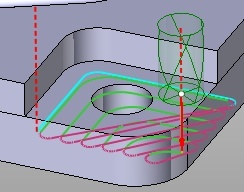
고속 밀링 가공 모듈.
참고:
추가 라이선스가 필요합니다.
포켓 가공 전략은 개방형 및 폐쇄형 포켓에서 재료를 제거하기 위해 설계되었습니다.
이 전략들은 다음 작업에서 사용할 수 있습니다:
가공 전략 드롭다운에서 7가지 전략을 선택할 수 있습니다:
6가지 전략이 있습니다. 일부 항목은 선택 사항이며 추가 라이선스가 필요합니다. 다양한 전략은 장기간의 개발 결과입니다. 각 전략마다 고유한 장단점이 있으므로 시스템에서 제거할 수 없습니다.
|
전략 |
|
|
|
등거리 (레거시) |
장점
|
단점
|
|
등거리
|
장점
|
단점
|
|
HPC (고성능 절삭)
|
장점
|
단점
|
|
Deep HPC
|
장점
|
단점
|
|
적응형
|
장점
|
단점
|
|
평행
|
장점
|
단점
|
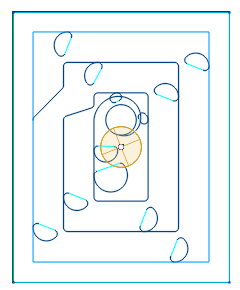
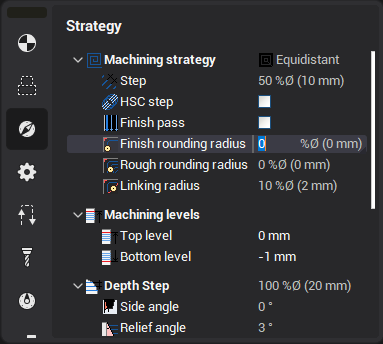
적응형 전략의 특징
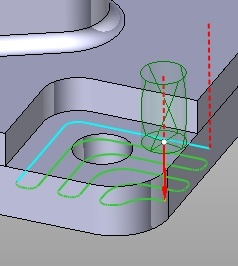
이 전략은 높은 이송 속도, 최대 절삭 깊이(플루트 길이까지) 및 비교적 얕은 절삭 폭(공구 직경의 5%~30%)으로 대량의 재료를 효과적으로 제거하는 데 사용됩니다. 지정된 공구 맞물림 각도(절삭 폭 또는 스텝으로 정의)가 전략에 의해 초과되지 않도록 보장되므로 이러한 파라미터가 가능합니다.
재료는 나선형 방식으로 제거됩니다. 공구경로에 급격한 코너가 없습니다. 공구경로의 스무딩은 황삭 라운딩 반경, 정삭 반경 및 링크 반경에 대한 전용 파라미터로 정밀하게 제어됩니다. 링크는 가급적 가공 평면에서 약간의 Z 여유를 추가하여 수행되며, 이는 열 축적을 방지하는 데 도움이 됩니다. 공구는 'Roll-In 기법'을 사용하여 재료에 맞물리며 공구 수명을 연장합니다. 하향 절삭과 혼합(하향 및 상향) 밀링 가공이 모두 가능합니다. 혼합 밀링 가공의 경우 상향 절삭 패스의 절삭 폭과 이송 속도를 하향 절삭 패스와 별도로 설정할 수 있습니다.
포켓 가공 전략 선택 방법
최우선 선택은 적응형입니다. 이 전략은 추가 라이선스가 필요하기 때문에 기본값으로 설정되어 있지 않습니다. 따라서 구매를 강력히 권장합니다. 다른 모든 옵션은 이 전략을 사용할 수 없거나 부적절한 공구경로를 생성하는 경우에만 테스트해야 합니다.
적응형을 사용할 수 없고 균일한 공구 부하가 필요한 경우 Deep HPC 전략을 사용해 보십시오.
균일한 공구 부하가 필요하지 않고 가공 스텝이 공구 직경의 50%를 초과하는 경우 HPC 전략을 사용해 보십시오.
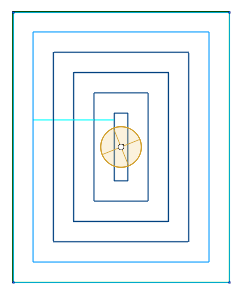
균일한 공구 부하가 필요하지 않고 가공 스텝이 50% 미만인 경우 등거리 전략을 사용해 보십시오.
평행 전략은 필요에 따라 사용하십시오.
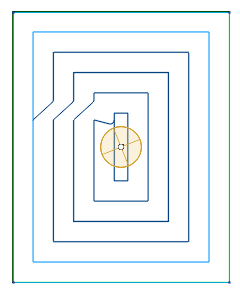
다른 모든 전략이 부적절한 공구경로를 생성하는 경우 등거리 (레거시)를 사용하십시오.
공구 경로 파라미터
-
후퇴 거리 파라미터
공구가 다음 트로코이드 호 시작 위치로 이동할 때 이미 가공된 곡면 위로 들어올려질 수 있습니다.
-
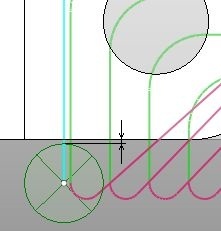
지그재그 모드에서의 라운딩 링크
'정삭 라운딩 반경', '황삭 라운딩 반경' 및 '링크 반경' 값은 링크의 라운딩에 사용됩니다.
-
동일 Z 레벨에서의 링크
하향 및 상향 절삭 모드에서 공구는 안전 레벨로 퇴피하지 않고 다음 경로로 직접 이동합니다. 이미 가공된 곡면 위로 급속 이송이 수행되는 경우 '공구 후퇴 거리'가 사용됩니다. '아이들 반경'도 이동을 스무딩하는 데 사용됩니다.
-
안전 거리
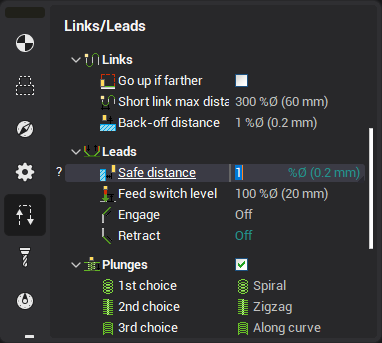
안전 거리 안전 거리는 안전 곡면으로부터/까지 공구를 하강/상승시키는 데 사용됩니다.
이 거리만큼 공작물에서 떨어져 수직 이동이 수행됩니다. 따라서 버전 10에서는 급속 이송 충돌을 방지하기 위해 접근/퇴피를 활성화할 필요가 없습니다.
황삭 시 사전 드릴링된 구멍을 사용하여 플런지하는 경우, 사전 드릴 공구 직경은 밀링 공구 직경보다 최소 안전 거리의 2배 이상 커야 합니다. 그렇지 않으면 사전 드릴링된 구멍이 감지되지 않습니다.
-
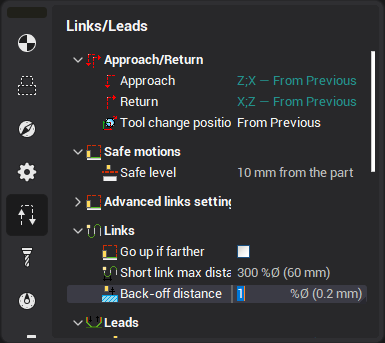
급속 이송 링크
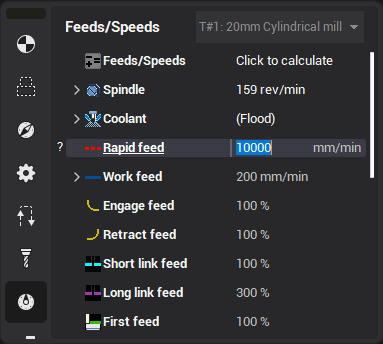
링크 이동은 이송 속도 또는 복귀 속도 값을 사용하여 계산할 수 있습니다. 링크 길이가 '짧은 링크' 거리보다 작으면 '이송 속도' 값이 사용되고, 그렇지 않으면 '복귀 속도' 값이 사용됩니다. 복귀 속도는 기본적으로 작업 이송 속도의 300%로 설정되며, 이는 비절삭 이송 속도입니다. 시뮬레이션 시 '복귀 속도' 이동 중에 절삭이 감지되면 해당 이동은 오류로 표시됩니다.
참조: