포켓 가공 전략
포켓 가공 전략은 개방형 및 폐쇄형 포켓에서 재료를 제거하기 위해 설계되었습니다.
이 전략은 다음 작업에서 사용할 수 있습니다:
가공 전략 드롭다운에서 7가지 전략을 선택할 수 있습니다:
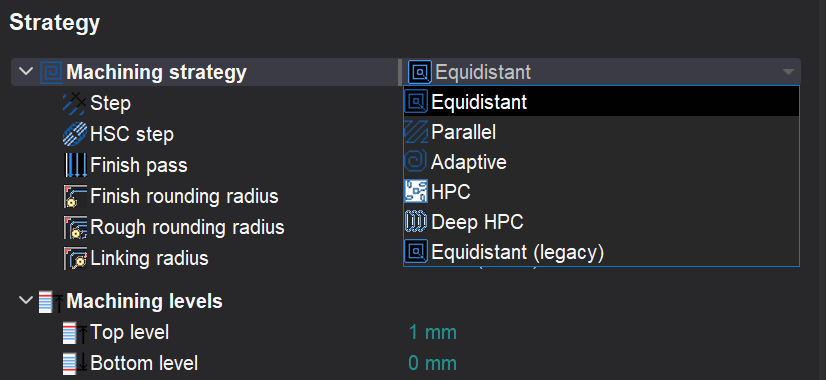
6가지 전략이 있습니다. 일부 항목은 선택 사항이며 추가 라이선스가 필요합니다. 이처럼 다양한 전략은 장기간의 개발 결과입니다. 각 전략마다 고유한 장단점이 있으므로 시스템에서 제거할 수 없습니다.
|
전략 |
|
|
|
Equidistant (legacy) |
장점
|
단점
|
|
Equidistant
|
장점
|
단점
|
|
HPC (고성능 절삭)
|
장점
|
단점
|
|
Deep HPC
|
장점
|
단점
|
|
적응형
|
장점
|
단점
|
|
평행
|
장점
|
단점
|
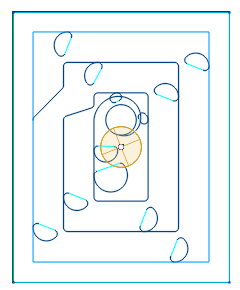
적응형 전략의 특징
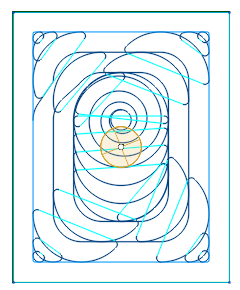
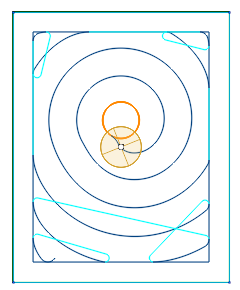
이 전략은 높은 이송 속도, 최대 절삭 깊이(플루트 길이까지) 및 비교적 얕은 절삭 폭(공구 직경의 5%~30%)으로 대량의 재료를 효과적으로 제거하는 데 사용됩니다. 이러한 파라미터가 가능한 이유는 지정된 공구 맞물림 각도(절삭 폭 또는 스텝으로 정의됨)가 전략에 의해 절대 초과되지 않도록 보장되기 때문입니다.
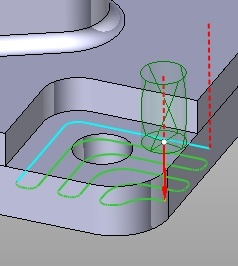
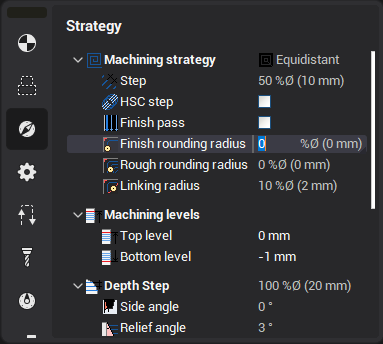
재료는 나선형 방식으로 제거됩니다. 공구경로에 급격한 코너가 없습니다. 공구경로의 부드러움은 황삭 라운딩 반경, 정삭 반경 및 링크 반경에 대한 전용 파라미터로 정밀하게 제어됩니다. 링크는 가공 평면에서 약간의 Z 여유를 추가하여 수행되며, 이는 열 축적을 방지하는 데 도움이 됩니다. 공구는 '롤인 기법'을 사용하여 재료에 진입하며, 이는 공구 수명을 연장합니다. 하향 밀링과 혼합(하향 및 상향) 밀링을 모두 사용할 수 있습니다. 혼합 밀링의 경우 상향 패스의 절삭 폭과 이송 속도를 하향 패스와 별도로 설정할 수 있습니다.
포켓 가공 전략 선택 방법
최우선 선택은적응형입니다. 이 전략은 추가 라이선스가 필요하기 때문에 기본값으로 설정되어 있지 않습니다. 따라서 구매를 강력히 권장합니다. 다른 모든 옵션은 이 전략을 사용할 수 없거나 부적절한 공구경로를 생성하는 경우에만 테스트해야 합니다.적응형
적응형를 사용할 수 없고 균일한 공구 부하가 필요한 경우Deep HPC전략을 사용해 보십시오.Deep HPC
균일한 공구 부하가 필요하지 않고 가공 스텝이 공구 직경의 50%를 초과하는 경우HPC전략을 사용해 보십시오.HPC
균일한 공구 부하가 필요하지 않고 가공 스텝이 50% 미만인 경우Equidistant전략을 사용해 보십시오.Equidistant
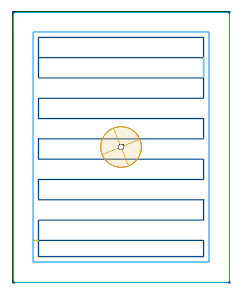
평행전략은 재량에 따라 사용하십시오.평행
다른 모든 전략이 부적절한 공구경로를 생성하는 경우Equidistant (legacy)를 사용하십시오.Equidistant (legacy)
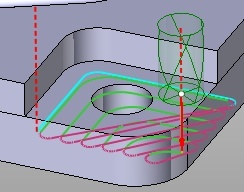
공구경로 파라미터
-
후퇴 거리 파라미터
공구가 다음 트로코이드 호 시작 위치로 이동할 때 이미 가공된 곡면 위로 들어올릴 수 있습니다.
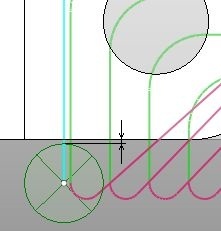
-
지그재그 모드에서의 라운딩 링크
'정삭 라운딩 반경', '황삭 라운딩 반경' 및 '링크 반경' 값이 링크의 라운딩에 사용됩니다.
-
동일 Z 레벨에서의 링크
하향 및 상향 모드에서 공구는 안전 레벨로 퇴피하지 않고 다음 경로로 직접 이동합니다. 이미 가공된 곡면 위로 급속 이송이 수행되는 경우 '공구 후퇴 거리'가 사용됩니다. 이동을 부드럽게 하기 위해 '유휴 반경'도 사용됩니다.
-
안전 거리
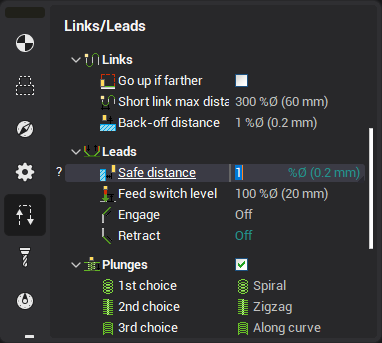
안전 거리 안전 거리는 안전 곡면으로부터/까지 공구를 하강/상승시키는 데 사용됩니다.
수직 이동은 공작물로부터 이 거리만큼 떨어진 위치에서 수행됩니다. 따라서 버전 10에서는 급속 이송 충돌을 방지하기 위해 접근/퇴피를 활성화할 필요가 없습니다.
황삭 시 사전 드릴링된 구멍을 사용하여 플런지하는 경우, 사전 드릴링 공구 직경은 밀링 공구 직경보다 최소 안전 거리의 2배 이상 커야 합니다. 그렇지 않으면 사전 드릴링된 구멍이 감지되지 않습니다. 그렇지 않으면 사전 드릴링된 구멍이 감지되지 않습니다.
-
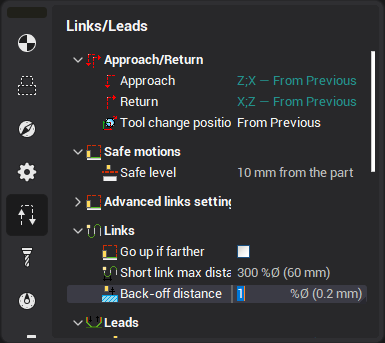
급속 이송 링크
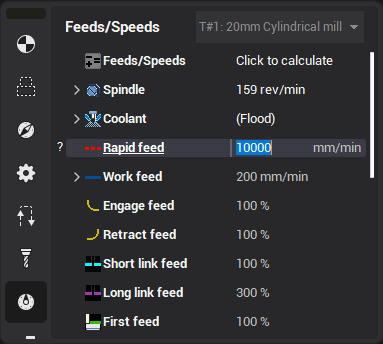
링크 이동은 다음 이송 또는 복귀 이송 값을 사용하여 계산할 수 있습니다. 링크 길이가 '짧은 링크' 거리보다 짧으면 '다음 이송' 값이 사용되고, 그렇지 않으면 '복귀 이송' 값이 사용됩니다. 복귀 이송은 기본적으로 작업 이송의 300%로 설정되며, 이는 비절삭 이송입니다. 시뮬레이션 시 '복귀 이송' 이동 중 절삭이 감지되면 해당 이동에 오류가 표시됩니다. 다음 이송 또는 복귀 이송 값 사용