클램프 장치 제어
파트 이동 작업에서는 파트를 초기 위치에서 최종 위치로 이송하는 데 사용되는 장치의 제어가 필요한 경우가 많습니다. 예를 들어, 파트를 잡기 전에 조(jaw)를 벌리고 파트를 고정하기 위해 다시 닫는 동작이 필요합니다. 이 클램프 피처를 사용하면 파트를 한 공작물 홀더에서 다른 홀더로 이송하는 과정에서 클램프 장치의 상태를 변경하는 CLData 명령을 자동으로 삽입할 수 있습니다.

새 CLData 명령
클램프 장치의 상태 변경을 나타내기 위해 새로운 특수 CLData 명령이 사용됩니다. 이 명령은 프로젝트 시뮬레이션 중에 반영되며, 포스트프로세서에 특수 "M" 명령으로 출력됩니다. <클램프> CLData 명령의 형식은 다음과 같습니다:
Clamp <클램프 ID>: On/Off, Dir(<방향>)
<클램프 ID>는 특정 클램프 장치를 식별하는 데 사용되는 고유 번호입니다. 클램프 ID를 할당하는 방법은 클램프 장치 생성 섹션을 참조하십시오.
On/Off는 각각 파트를 잡을지 또는 놓을지를 나타내는 플래그입니다.
<방향>은 클램핑/언클램핑 과정에서 클램프의 이동 방향을 나타내는 정수(+1/-1/0)입니다. 클램핑 과정을 예로 들면, 파트를 고정하기 위해 조(jaw)를 안쪽으로 밀어 넣는 경우(언클램프 위치의 축 값이 클램프 위치의 축 값보다 큰 경우) 방향은 "-1"이고, 파트를 고정하기 위해 조를 바깥쪽으로 밀어내는 경우(클램프가 파트 내부에 있는 경우) 방향은 "+1"입니다. 언클램핑의 경우 방향은 반대가 됩니다. "0" 방향은 클램프/언클램프 상태의 축 값이 동일함을 나타냅니다(일반적으로 클램프 장치 파라미터의 오류입니다).
자동 클램프 제어
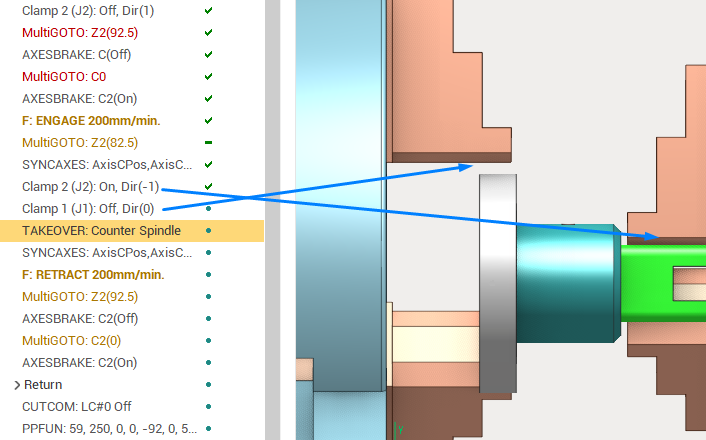
파트 이동 작업 그룹의 작업(예: 픽 앤 플레이스)은 파트를 한 공작물 홀더에서 다른 홀더로 이송할 때 <클램프> CLData 명령을 자동으로 출력할 수 있습니다. 이 이송은 <Takeover> CLData 명령으로 수행됩니다. 작업 파라미터에서 활성화하면 일반적인 파트 이송 과정을 시뮬레이션하기 위해 <클램프> 명령이 자동으로 생성되며(위 스크린샷의 예시 참조), 파트가 항상 어떤 장치에 의해 고정되어 있도록 보장합니다:이동 파트 작업픽 앤 플레이스
대상 클램프 클램핑 (클램프 2: On)
초기 클램프 언클램핑 (클램프 1: Off)
초기 클램프에서 대상 클램프로 인계 (Takeover)
클램프 제어 파라미터
파트 이동 작업에는 클램프 제어 명령의 출력에 영향을 미치는 다음 파라미터가 있습니다.이동 파트 작업
파트 이동 작업은 일반적으로 픽 앤 플레이스 과정의 3단계에 해당하는 최대 3개의 공작물 홀더로 동작할 수 있습니다.이동 파트 작업
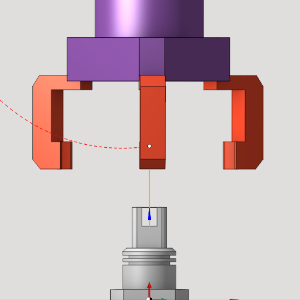
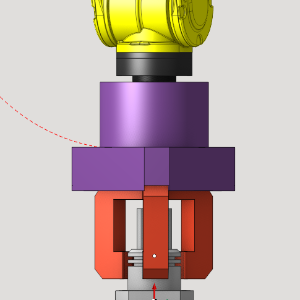
파트가 초기 공작물 홀더에 위치
그리퍼(공작물 홀더 역할)를 사용하여 파트를 이동
파트를 최종 공작물 홀더에 배치
클램프 파라미터에는 위의 단계에 해당하는 3개의 파라미터 그룹이 있습니다. 서로 다른 단계의 공작물 홀더가 동일할 수 있으며, 이 그룹의 일부 작업은 파트 이동을 위한 더 간단한 프로세스를 사용합니다. 이러한 내용도 클램프 파라미터에 반영됩니다. 단일 단계의 파라미터를 살펴보겠습니다.
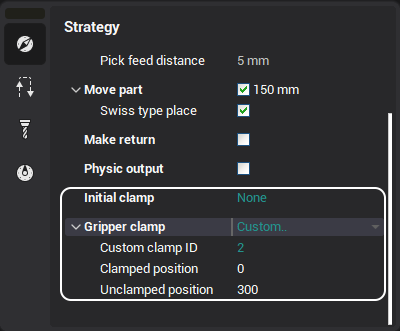
클램프 장치 콤보 박스에서 해당 파트 이동 단계에 사용할 클램프를 선택할 수 있습니다. 이 목록에서 클램프 장치를 선택할 수 있도록 하는 방법은 아래 섹션을 참조하십시오. 이 파라미터는 <없음>으로 설정할 수도 있으며, 이 경우 명령이 출력되지 않습니다. <사용자 정의> 항목을 선택하면 공작 기계 스키마나 고정구에 존재하지 않는 경우에도 클램프 장치의 ID를 직접 지정할 수 있습니다.없음사용자 정의
클램프 위치는 해당 파트 이동 단계에서 장치의 <클램프> 상태에 해당하는 축 값입니다.
언클램프 위치는 해당 파트 이동 단계에서 장치의 <언클램프> 상태에 해당하는 축 값입니다.
클램프 파라미터를 정의하는 방법에 대한 예시는 "이동 파트" 작업이 포함된 배포 프로젝트를 참조하십시오.
프로젝트에 클램프 장치 추가
프로젝트에는 각 장치가 정수 ID로 식별되는 클램프 장치 목록이 있습니다. 이 목록은 자동으로 구성되며, 각 파트 이동 단계에 대한 클램프 장치 선택에 사용됩니다. 현재 3가지 유형의 클램프 장치가 있습니다.
고정구 클램프
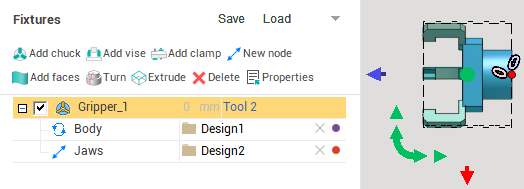
기계/단계/파트 파라미터의 "고정구" 탭에서 "척 추가", "바이스 추가" 또는 "클램프 추가" 버튼을 사용하여 클램프 장치 고정구를 생성하거나, .mcp 파일에서 클램프 모델을 불러올 수 있습니다. 고정구 파라미터를 사용하여 클램프 모델을 수정할 수 있으며, 예를 들어 고정구 클램프 "축" 노드의 최소값과 최대값을 설정할 수 있습니다. 고정구 생성 및 파라미터에 대한 자세한 내용은 고정구 문서를 참조하십시오.
특수 축. MachineMaker에서 생성합니다. 예를 들어, MachineMaker에서 공작 기계 축(고정구가 아닌)으로 특수 "클램프" 플래그가 있는 그리퍼 또는 택 용접 공구를 생성할 수 있으며, 이 축은 그리퍼 상태를 변경하는 데 사용됩니다. 또한 파트 이동 작업을 통해 이러한 장치의 자동 클램핑/언클램핑이 가능해집니다. 이러한 클램프 장치를 생성하는 방법에 대한 자세한 내용은 "CAM 시스템 MachineMaker" 문서를 참조하십시오.이동 파트 작업
"파라메트릭 조(jaw)" 축 — 많은 선반 공작 기계에는 공작 기계 스키마 파일에 별도로 정의된 스핀들 또는 대향 스핀들 조가 있습니다. 이 조는 스핀들과 함께 회전하며, 시뮬레이션 및 충돌 검출 시 고려됩니다. 자동으로 인식된 이러한 조 축은 공작 기계 클램프 목록에도 추가됩니다. 클램프 ID는 자동으로 할당됩니다. 이러한 공작 기계 스키마와 MTM 테이크오버 작업에서의 클램프 사용 예시는 Turn-Mill/Takeover.stcpd 배포 프로젝트를 참조하십시오.Turn-Mill/Takeover.stcp MTM 테이크오버
작업.