나사 가공 사이클 유형
나사 가공 작업의 공구경로는 다양한 출력 형식을 사용하여 생성할 수 있습니다. 각 형식을 개별적으로 살펴봅니다.
다중 패스 나사 가공 사이클(ISO G76)은 NC 프로그램의 단일 블록으로 공작 기계가 표준 형상의 나사를 가공하는 데 필요한 모든 파라미터를 설정할 수 있습니다. 여러 패스를 자동으로 생성하여 필요한 깊이에 도달합니다. 사이클의 파라미터에는 시작점 및 종료점 좌표, 테이퍼 각도(테이퍼 나사용), 공구 퇴피 시 모따기 크기, 프로파일 각도, 나사 깊이, 패스 횟수, 플런지 전략 등이 포함됩니다. 자세한 내용은 NC 제어장치 문서를 참조하십시오.
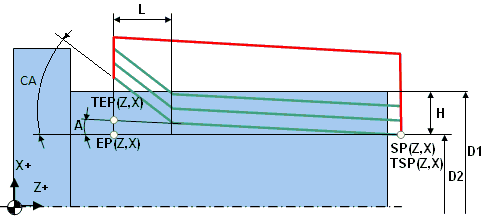
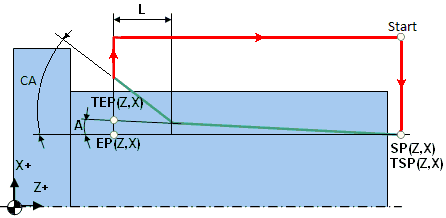
G01 X70 Z5.0 F1.0 M08 (Approach to start point)G01 X70 Z5.0 F1.0 M08 (Approach to start point)G76 P010060 G76 X57.4 Z-24.0 P1.3 Q0.35 F2.0 (Calling G76 multipass thread cycle) G00 X200.0 Z150.0 M09 (Retract) 단일 패스 나사 가공 사이클 ISO G92(NC 제어장치에 따라 G92, G78, G21 등이 될 수 있음)는 한 번의 나사 가공 패스에 대한 폐쇄형 이동 세트를 생성합니다. 아래 그림은 가공 스키마를 보여줍니다. 이 사이클 호출 전에 공구는 시작점에 위치합니다. NC 프로그램의 단일 블록으로 사이클이 호출되며, 나사 시작점, 피치, 테이퍼 크기, 모따기 크기 등을 정의합니다. 이 블록의 결과로 공구는 시작점에서 TSP 점으로 이동하고, TEP 점까지 나사를 가공한 후 시작점으로 복귀합니다. 일반적으로 나사 가공은 여러 패스로 처리되므로, NC 프로그램은 다양한 나사 직경을 가진 여러 사이클 호출로 구성됩니다. 따라서 표준 형상 나사와 자유 형상 나사 모두에 사용할 수 있습니다.
X60.0 Z20.0 M08 G01 Z10.0 F1.0 (Approach to Start point)G92 X29.4 Z-52.0 F2.0 (Calling cycle for one threading pass)X28.9 (Modal calling G92 cycle with another diameter value)X28.5 (Modal calling G92 cycle with another diameter value) X28.1 (Modal calling G92 cycle with another diameter value)X27.8 (Modal calling G92 cycle with another diameter value)X27.56 (Modal calling G92 cycle with another diameter value)X27.36 (Modal calling G92 cycle with another diameter value)X27.26 (Modal calling G92 cycle with another diameter value)G00 X200.0Z150.0M09 (Retract)고급(확장) 나사 가공은 ISO G32/G33(공작 기계에 따라 다를 수 있음)을 사용하여 처리됩니다. 이 명령은 일정한 피치로 연속 원통형, 테이퍼 또는 단면 나사 가공 모드를 활성화합니다. 이 모드에서는 공구 이동과 스핀들 회전 간의 동기화가 활성화됩니다. 보간 전환 또는 급속 이송 공구경로 명령이 감지될 때까지 모든 공구 이동이 나사 가공 모드로 처리됩니다. 공구가 스핀들 회전축과 평행하게 이동하면 원통형 나사가 형성됩니다. 공구가 스핀들 회전축에 대해 평행 및 수직으로 동시에 이동하면 테이퍼 나사가 형성됩니다. 공구가 스핀들 회전축에 수직으로 이동하면 특수한 단면 나사를 형성할 수 있습니다. 이 경우 단면에 아르키메데스 나선 형태의 홈이 형성됩니다.
G32/G33 명령은 자체적으로 이동을 생성하지 않으므로, 모든 가공 공구 이동, 접근, 퇴피, 다음 패스로의 전환을 NC 프로그램에 직접 프로그래밍해야 합니다. 표준 형상 나사와 자유 형상 나사 모두에 사용할 수 있습니다.
G00 X60.0 Z10.0 M08 (Approach to Start point) G00 X29.4 (Approach to start of pass 1)G32 Z-52.0 F2.0 (Threading synchronized with spindle)G00 X60.0 (Return to Start)Z10.0 X28.9 (Approach to start of pass 2)G32 Z-52.0 (Threading synchronized with spindle)G00 X60.0 (Return to Start)Z10.0 X28.5 (Approach to start of pass 3)G32 Z-52.0 (Threading synchronized with spindle)G00 X60.0 (Return to Start)Z10.0 X28.1 (Approach to start of pass 4)G32 Z-52.0 (Threading synchronized with spindle)G00 X60.0 (Return to Start)Z10.0 X27.8 (Approach to start of pass 5)G32 Z-52.0 (Threading synchronized with spindle)G00 X60.0 (Return to Start)Z10.0 X27.56 (Approach to start of pass 6) G32 Z-52.0 (Threading synchronized with spindle)G00 X60.0 (Return to Start)Z10.0 X27.36 (Approach to start of pass 7)G32 Z-52.0 (Threading synchronized with spindle)G00 X60.0 (Return to Start)Z10.0 X27.26 (Approach to start of pass 8)G32 Z-52.0 (Threading synchronized with spindle)G00 X60.0 (Return to Start)Z10.0X200.0 Z150.0 M09 (Retract)