드라이브 황삭 작업
어떤 경우에는 드라이브 곡선 황삭을 사용한 가공 후 모델이 필요한 완성 모델에 매우 가까울 수 있지만 제거되는 재료의 양이 불균일하기 때문에 항상 최적의 가공 시간에 도달하는 것이 가능합니다. 드라이브 황삭 작업은 모델의 원주(외부 모서리)가 중심보다 낮고 외부 공작물 윤곽이 모델 윤곽과 유사한 경우 사용하는 것이 좋습니다.
드라이브 황삭 작업을 사용하여 가공되는 모델은 솔리드 본체, 표면 및 메쉬 개체 세트로 지정됩니다. 모든 기하학적 개체 또는 개체 그룹에 대해 가공 중에 작업의 기본 스톡에 추가되는 추가 스톡을 정의할 수 있습니다.
공작물은 큐브, 원통, 스톡 또는 프리즘 형태의 몰드, 이전 작업에 의한 가공 후 잔여 재료로 지정될 수 있으며 솔리드 바디, 표면, 메쉬 및 베이스가 닫힌 곡선의 투영인 프리즘으로 구성된 자유형 기하학적 모델로 지정할 수도 있습니다. 제한 모델에서는 가공 중에 제어해야 하는 솔리드 바디, 표면 및 메쉬와 폐곡선 투영으로 정의되는 가공 영역 및 제한 영역을 정의할 수 있습니다.
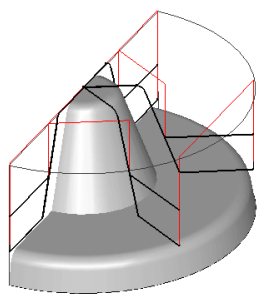
이 작업은 가공 중인 모델 외부 및 제한 모델 외부에 있는 공작물의 전체 재료를 제거하는 작업을 수행합니다. 평면 작업과 마찬가지로 볼륨 모델의 표면 가공을 수행하기 위해 별도의 경로가 사용됩니다. 작업 매개변수에 따라 작업 패스는 수직 평면(선행 곡선을 가로지르는) 또는 수직 수학 원통에 위치하며 그 모양과 위치는 선행 곡선(선행 곡선을 따라)에 의해 정의됩니다. 인접한 작업 패스의 도구 경로 사이의 스텝오버는 정의된 스캘럽 높이에 따라 고정되거나 계산될 수 있습니다. 공구에 가해지는 압력을 제한하기 위해 절삭 깊이(Z축)를 제한할 수 있습니다. 즉, 제거되는 가공물 재료의 두께가 사용자가 정의한 깊이를 초과하는 경우 재료는 여러 경로를 거쳐 제거됩니다.
로컬 좌표계 또는 로터리 헤드를 사용하는 경우 가공되는 모델의 위치가 다양하게 변경되고 공구 회전축은 로컬 좌표계의 Z축과 평행하며 모든 작업 패스는 로컬 시스템의 수평 평면에 수직인 평면 또는 수학적 원통에 위치합니다.
가공 중에 도구가 사용자 정의 각도를 초과하는 재료를 절단해야 하는 경우 도구의 아래쪽 이동이 제한될 수 있습니다. 사용 가능한 제한 유형은 다음과 같습니다. 휴지 없이 최대 절단 각도로만 위쪽으로 가공 그림자 영역 밀링, 나머지가 있는 최대 절단 각도로 그림자 영역 밀링, 하향 이동 제어 없이.
작업 경로 간의 전환은 접근 및 후퇴 이동을 추가하여 최단 거리를 통해 수행되거나 안전한 평면을 통해 수행될 수 있습니다. 재료 제거가 여러 깊이로 나누어 수행되는 경우 시스템은 다음 깊이를 시작하기 전에 먼저 첫 번째 깊이에서 전체 재료를 제거합니다.
빠른 계산 방법도 사용할 수 있습니다.
참조: