밀링 작업 매개변수 할당
현재 작업에 대한 주요 매개변수는 < 작업 매개변수 > 창에서 정의할 수 있습니다. < 파라미터 > 버튼을 누르면 열립니다.
이 창에는 다음과 같은 시트가 있습니다.
< 도구 > – 설정 도구 매개변수용입니다.
< 피드 > - 설정 도구 피드용입니다.
< 리드-인/리드-아웃 > – 설정 접근, 결합, 복귀, 후퇴 및 플런지에 사용됩니다.
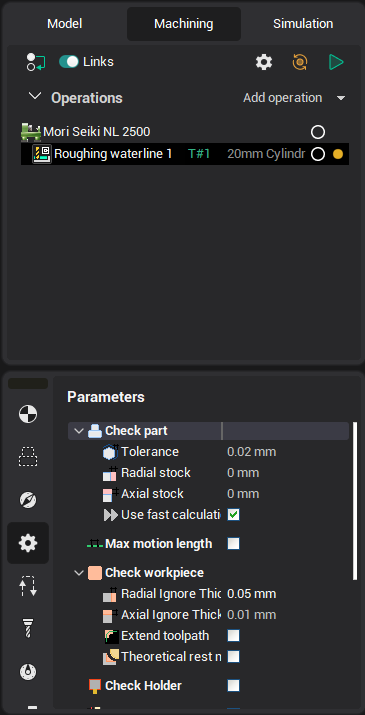
< 파라미터 > – 특정 작업 매개변수 설정을 위한 것입니다.
<전략> – 운영 전략 수립을 위한 것입니다.
각 작업 유형에는 고유한 도움말 그래픽과 매개변수 목록이 있습니다. 선택한 작업 유형에 따라 사용 가능한 매개변수 수가 달라질 수 있습니다. 모든 필드를 계산에 사용할 수 있습니다. 사용자는 어떤 수학적 표현이든 입력할 수 있습니다. 계산 결과를 보려면 필요한 필드에 마우스를 올려 놓아야 합니다. 결과는 툴팁에 표시됩니다.
< 파라미터 > 창의 < 파라미터 > 페이지에서는 다음과 같은 사항을 정의할 수 있습니다.
< 기하학적 좌표계 > 작업의 공작물의 위치와 밀링 기계의 영점 조정을 정의합니다. NC 프로그램의 모든 좌표는 정의된 좌표계에서 계산됩니다. 이전에 생성된 모든 좌표계를 현재 작업의 좌표계로 선택할 수 있습니다. 그래서, 새 작업이 생성되면 현재 활성 좌표계가 사용됩니다.
< 로터리 축 위치 > 밀링 유닛에 로터리 헤드가 있는 경우 정의할 수 있으며, 그 위치는 시스템 설정에서 정의됩니다. 이 경우 모든 작업 시작 시 로터리 헤드 위치 지정을 위한 < ROTABL > 명령이 CLDATA 프로그램에 삽입됩니다. 로터리 헤드를 사용할 때, 그 위치는 작업을 위한 좌표계와 동기화되어야 합니다. 창이 닫히면 이 조건이 확인됩니다. 동기화된 경우 CAM 시스템은 정의된 회전 헤드의 위치와 일치하는 좌표계를 선택하려고 시도합니다. 적합한 좌표계가 찾을 수 없는 경우 시스템은 정의된 로터리 헤드 위치에 해당하는 새 좌표계 생성을 제안합니다.
< 가공 수준 > Z축을 따라 가공할 범위(깊이)를 정의합니다. 가공 수준을 정의하는 필드 옆에 체크 표시를 하면 해당 필드에 표시된 수준이 사용되고, 그렇지 않으면 가공 중인 모델의 치수가 사용됩니다.
< 편차 > 대략적인 도구 경로에 허용되는 최대 편차를 정의합니다. 모든 작업에 대한 기본 가공 공차는 시스템 설정 창(옵션 –> 가공 탭)입니다.
< 스톡 > – 추가(마무리) 밀링을 위해 작업 후 남은 재료의 양입니다. 말하자면, 마무리 작업의 경우 재고는 0으로 설정되고 거친 부분은 내부 알고리즘에 의해 계산됩니다.
< Z 스톡 온 > – 조각 및 포켓 작업에 대해서만 정의할 수 있습니다.
< 측면 각도 > – 조각 작업에서만 사용할 수 있으며 모델의 측면 표면을 정의합니다. 구배 각도와 달리 이 매개변수는 제한된 영역을 가공할 때 고려됩니다.
는 모든 황삭작업과 흘수선 황삭작업에 모두 사용 가능하며, 패스마다 제거되는 소재층의 두께에 맞춰 제작됩니다. 그것은 다음과 같이 시스템에 의해 계산됩니다. 도구 작업 매개변수 및 공작물 치수. 단계는 mm(인치) 단위로 할당할 수 있습니다. 도구 직경 또는 필요한 패스 수에 따라 계산됩니다. 스캘럽별로 단계를 정의할 때 필요한 스캘럽 높이에 따라 모든 레이어에 대해 계산됩니다. < 아파트를 모두 없애다 >. 이 기능이 활성화되면 시스템은 수평 영역이 있는 해당 수준에서 추가 패스를 수행합니다.
< 구배 앵글 >은 흘수선 황삭 및 조각 작업에만 사용 가능합니다. 가공되는 레이어 사이의 최소 수평 오프셋을 정의합니다. 공구의 측면이 깊은 가공 영역의 측면에 닿는 것을 방지하는 데 사용됩니다.
2D 및 3D 곡선 가공 작업을 위해 Z축을 증분하는
입니다. 마무리 패스에 대한 추가 재고 값을 정의합니다. 이렇게 하면 표면 조도가 향상되고 커터 밀림 현상이 줄어듭니다.
<생각으로> 버튼을 누르면 시스템은 모든 값을 기본 상태로 설정합니다. <확인> 버튼을 누르면 해당 작업에 변경 사항이 적용되고, 그렇지 않으면 작업 매개변수가 변경됩니다.
참조: