공구 방향
응용프로그램 영역:
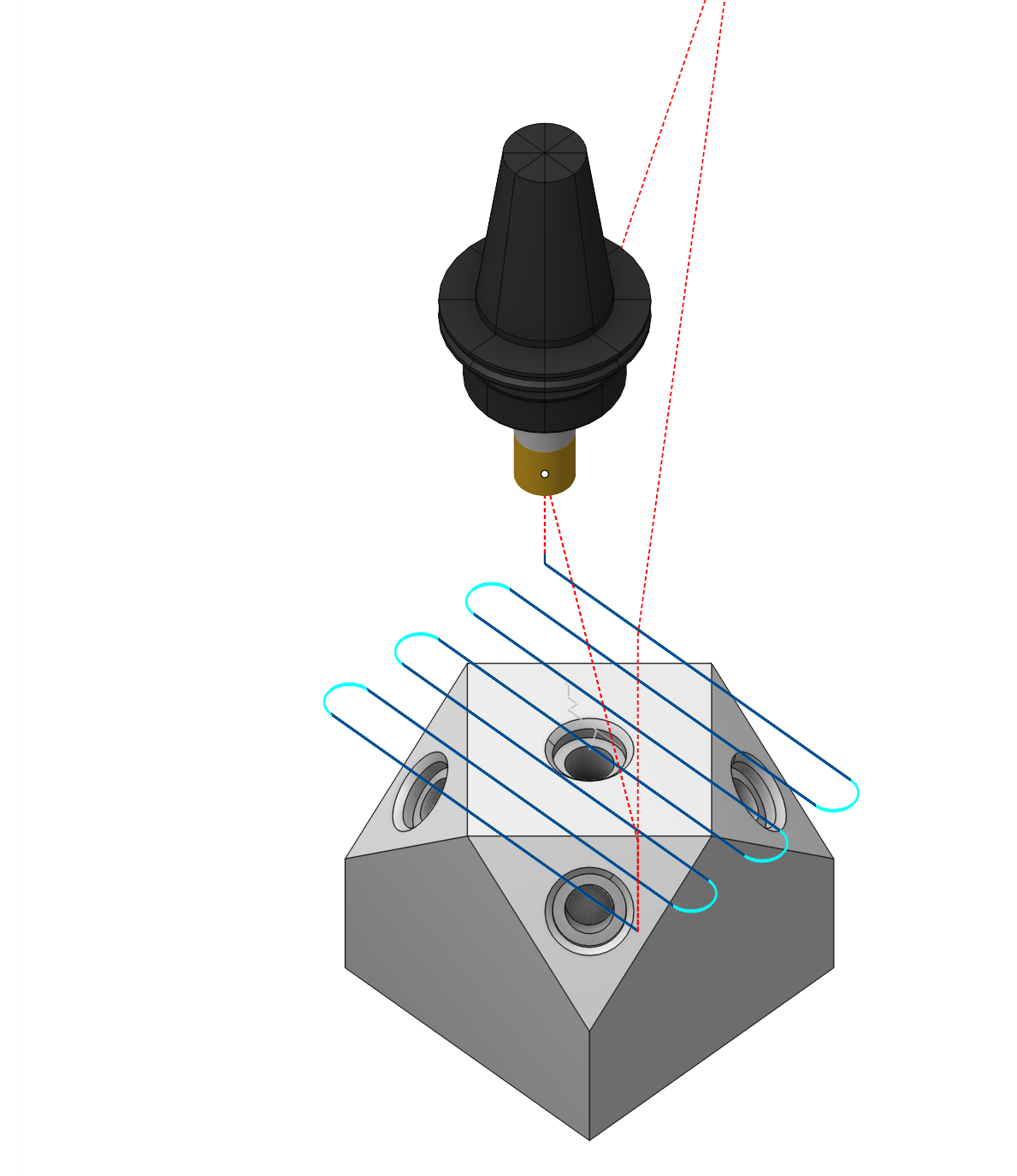
5축 포지셔닝은 설정을 최소화하여 여러 면에서 밀링이 필요한 부품을 제조하는 편리한 방법을 제공합니다. 5축 포지셔닝은 적절한 값을 설정하여 수행됩니다. 공구 방향 작동 설정 패널의 매개변수 섹션. 밀링 작업은 다양한 측면에서 부품 가공에 사용될 수 있습니다. 장비가 공구의 부품이나 축을 회전시키는 것을 허용하지 않는 경우, 부품 워크홀딩 계획. CAM 시스템에서는 회전축 위치를 쉽게 설정할 수 있습니다. 부품 면을 클릭하여 공구 축을 정렬해야 하는 위치
창 작업의 원리.
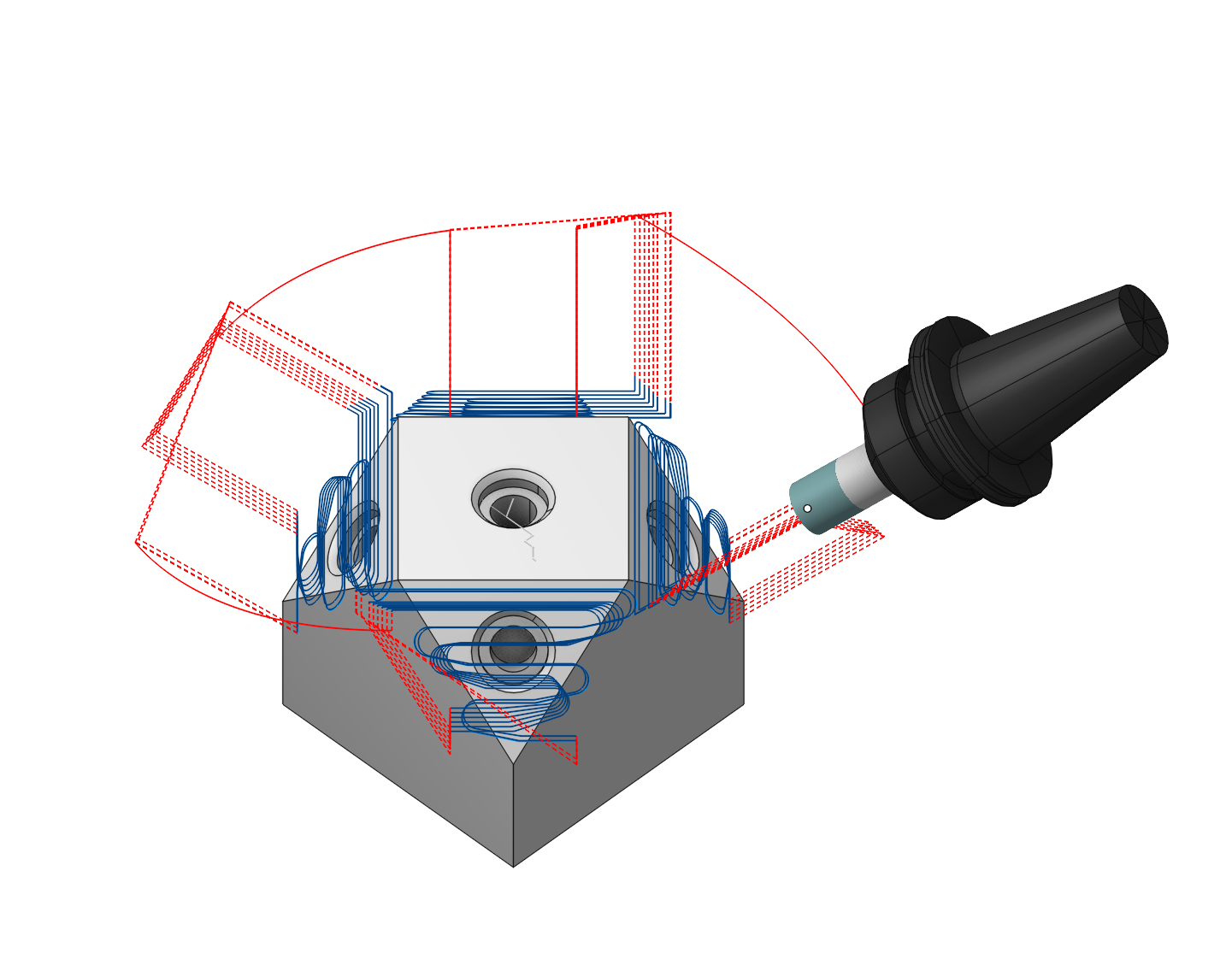
특정 작업의 경우 필요에 따라 로터리 축 위치의 실제 값을 설정할 수 있습니다. 도구 경로를 생성한 후 CLData의 접근 섹션에는 회전 축 위치 지정 명령이 포함됩니다. 그런 다음 새 로터리 축 위치와 관련하여 전체 프로그램이 생성됩니다.
도구 창.
위, 아래, 전면, 후면, 좌측, 우측. 표준 직교 방향 중 하나를 지정하려면 필요한 방향에 해당하는 이름의 버튼을 사용할 수 있습니다.
벡터 보기. 그래픽 창에서 사용되는 현재 뷰 벡터를 따라 기계 축의 방향을 지정할 수도 있습니다.
엑스,와이,지 . 회전 벡터 결정
측면. 옵션은 선택한 방향을 따라가 아니라 선택한 방향을 기준으로 도구의 방향을 옆으로 지정하는 데 도움이 됩니다.
회전 방향. 추가 회전 각도.
대체 솔루션. 기계를 사용하면 여러 가지 방법으로 공작물을 기준으로 공구의 동일한 상대 위치를 제공할 수 있는 경우의 옵션입니다.
부품 면을 클릭하면 회전축 위치를 쉽게 설정할 수 있습니다.
설명으로 작업은 도구 경로를 생성합니다. 기계물 좌표계 (G54 - G59)하지만 다음을 지정하여 이 동작을 변경할 수 있습니다. 작업 로컬 좌표계 설정 패널의 매개변수입니다.
오늘날 많은 제어에는 5축 위치 지정을 위한 로컬 좌표계 정의가 필요합니다. 이 정의가 없으면 공작물 영점(G54)의 위치와 툴링 지점의 위치가 로터리 축의 위치를 변경한 후 업데이트됩니다. 제어는 기계 운동학에 대해 아무것도 모르는 것처럼 일반 3축 제어로 작동합니다. 그러나 로컬 좌표계(HDH의 PLANE 기능, Sinumeric의 ROT 기능)를 지정하면 제어장치는 실제 공작물-도구 방향과 관련하여 공작물 원점의 위치와 공구 팁의 위치를 업데이트합니다. 다음 그림과 같습니다.
공구 방향을 변경할 때 기계가 공작물 좌표계 위치와 공구 설정점을 보정할 수 있도록 로컬 좌표계를 설정해야 하는 경우가 가장 많습니다. 더보기
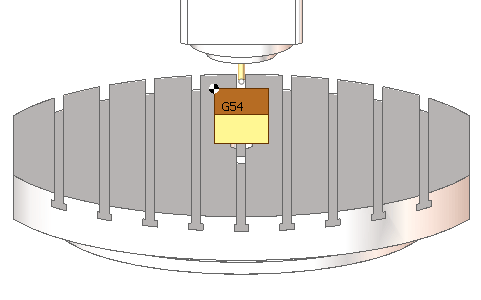
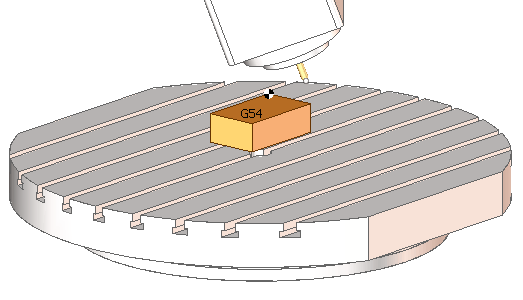
공작 기계의 시작 위치(A0 C0)입니다. G54는 공작물의 왼쪽 상단에 위치하며 공구 설정 지점은 팁과 정렬됩니다.
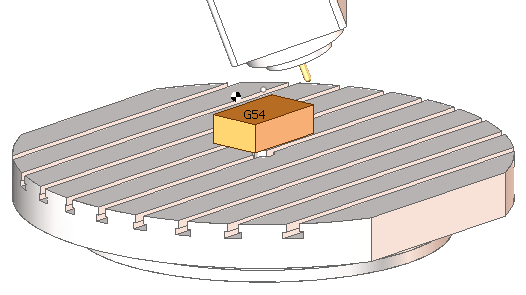
좌표계를 지정하지 않고 5축 위치 결정 후 기계 위치(A20 C-40). 공작물 원점과 공구 설정점이 여러 공간에서 위치를 변경한 반면 공작물과 공구는 변경되었습니다. 계산된 궤적은 기계의 공작물 위치와 공구 도달 거리에 따라 달라집니다.
좌표계 기준(A20 C-40)을 사용하여 5축 위치 지정 후 기계 위치. G54는 다시 공작물의 왼쪽 상단 모서리에 있고 공구 설정점은 다시 공구 팁과 정렬됩니다. 계산된 제어 프로그램은 기계의 공작물 위치 및 공구 도달 거리와 무관합니다.
이러한 이유로 대부분의 경우 좌표계 회전 기능이 탑재된 랙의 경우 로컬 SC 매개변수를 자동으로 설정하는 것이 좋습니다. 추가 정보는 다음을 참조하세요. 로컬 좌표계 섹션을 참조하세요.