바 피딩
작업 개요
스위스 선반의 모든 가공은 바 이송부터 시작됩니다. 따라서 바 공급 작업은 스위스 선반 작업 목록의 첫 번째 작업이어야 합니다. 한화 스위스 선반에서는 G300이 생성됩니다.
바 공급 매개변수
바 오버행
스핀들 기준점과 공구 끝점 사이의 축 거리입니다.
후퇴 거리
The rebound of the limiter-tool before move it away.
고정사이클을 사용하세요
바 전송 프로세스가 포스트 프로세서에서 추가 분석을 위한 주기로 공식화될지 아니면 일련의 기본 명령으로 출력될지 여부입니다.
접근법 생성
예를 들어 루프 프로그램의 경우 공구가 절단 후 시작점에 이미 있는 경우 이 매개변수를 입력합니다.
공구 터치 위치
공작물 좌표계(G54)에서 공구 끝점의 터치 위치입니다.
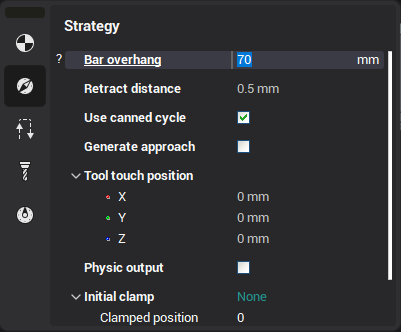
초기 클램프
(선택적으로) 초기에 부품을 고정하고 용도에 대한 매개변수를 정의하는 클램프 장치를 선택합니다. 활성화되면 바 공급 중에 부품을 고정/고정 해제하기 위한 특수 CLData 명령이 생성됩니다. 클램프 제어 매개변수에 대한 자세한 내용은 다음을 참조하세요. 클램프 장치 제어 기사.
예시 프로젝트
참조 회전밀링/한화 샘플 프로젝트 바 먹이주기 작업은 추가 가공을 위해 부품의 초기 위치를 지정하는 데 사용됩니다.
또한보십시오: