변환
응용프로그램 영역:
파라의 작업 키트는 도구의 궤적 작업 내에서 계산된 좌표 변환을 실행할 수 있습니다.
메인 설정:
파트 복사중입니다.
프로토타입 부분의 출력 방식입니다.
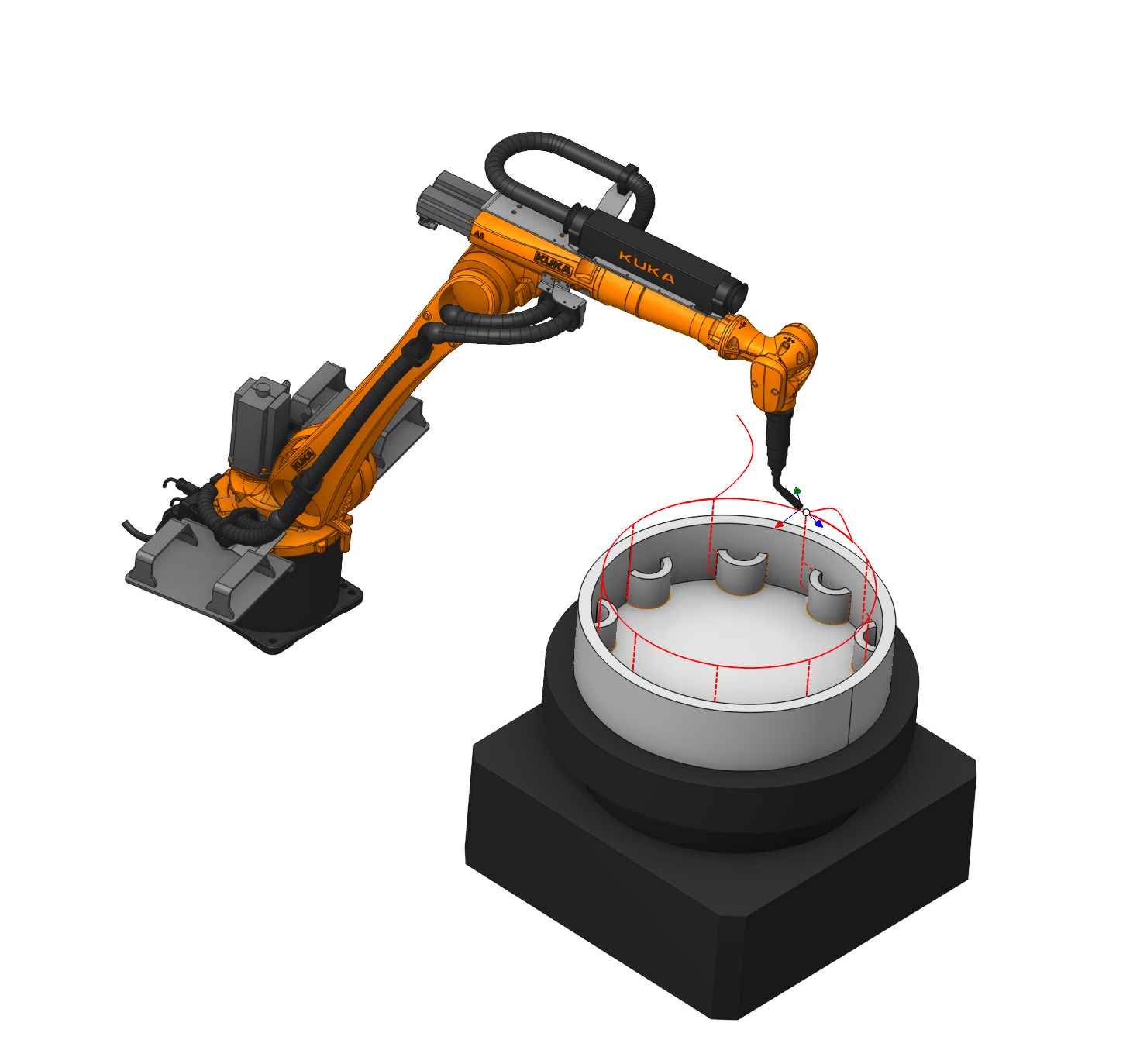
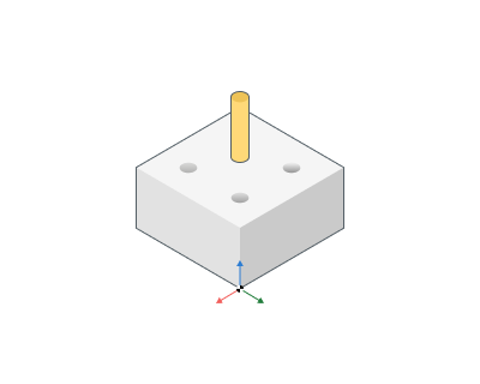
도구 경로에 축을 곱합니다.
는 도구 경로 곱하기 기능은 반복되는 모델 조각을 가공하는 데 도움이 될 수 있습니다. 반복되는 부품 중 하나만 가공을 정의한 다음 동일한 요소의 양과 방향을 결정할 수 있습니다. 장비의 물리적 축과 함께 작동
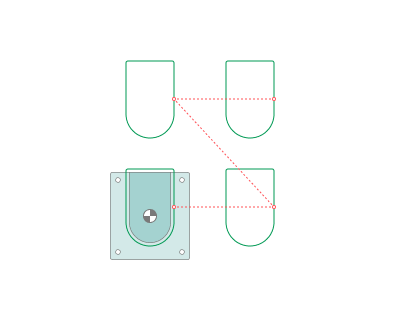
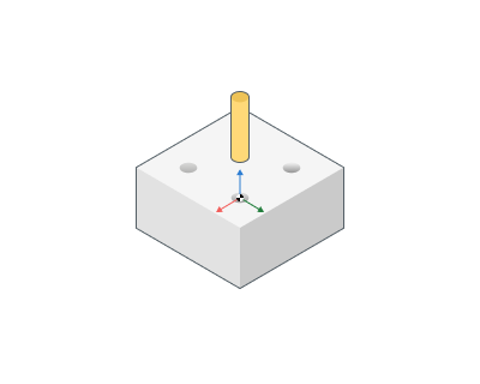
곱하기 구성표.
는 도구 경로 곱하기 기능은 반복되는 모델 조각을 가공하는 데 도움이 될 수 있습니다. 반복되는 부품 중 하나만 가공을 정의한 다음 동일한 요소의 양과 방향을 결정할 수 있습니다. 곱셈 구성표와 함께 작동합니다.
없음. 곱셈 구성표를 사용하지 마십시오.
2차원 항문 배열. 2차원 배열을 형성합니다.
2차원 배열(수동) 임의 배치를 통해 요소로부터 배열을 형성할 수 있습니다.
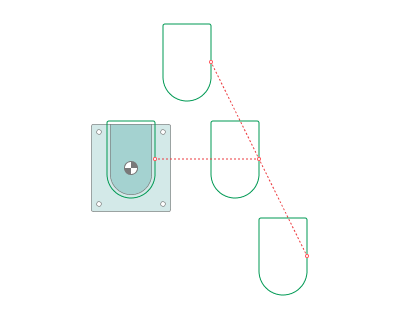
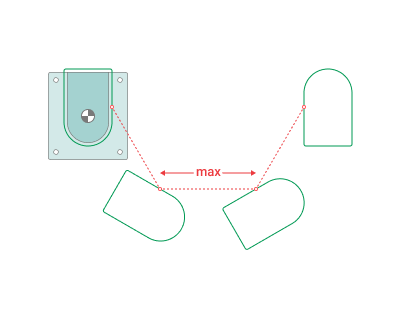
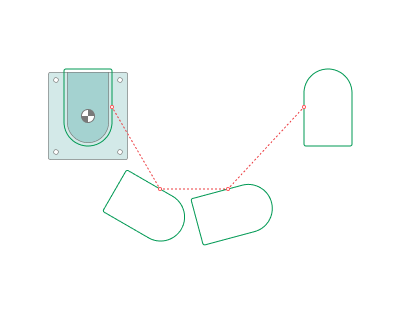
둥근 배열. 원형 패턴으로 배열된 배열.순차 처리.
원형 배열(가장 먼 곳). 원형 패턴으로 배열된 배열입니다. 알고리즘은 현재 위치에서 최대 거리에 위치한 다음 처리 요소를 찾는 것을 목표로 합니다.
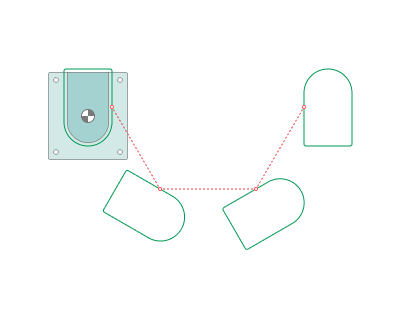
둥근 배열 (수동으로). 원형 패턴으로 배열된 배열입니다. 각 요소에 대해 특정 각도를 설정할 수 있습니다.
안녕하세요 배열입니다. 궤적은 공구 축을 따라 복사됩니다.

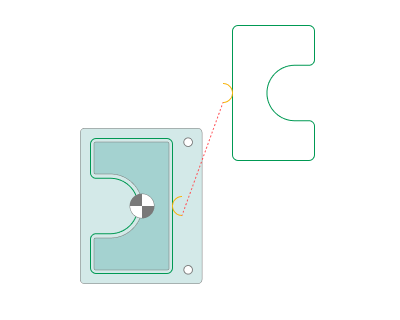
축 대칭. 축을 기준으로 대칭 복사를 생성할 수 있습니다.
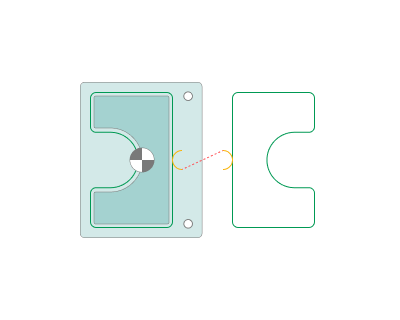
약간 대칭. 포인트를 기준으로 미러링된 복사본을 생성할 수 있습니다.
4 좌표계. 변환이 수행될 좌표계를 정의합니다. 도구탐험계, 기계물탐험계, 표준탐험계 또는 이전에 생성한 기타 기하학적 탐구계일 수 있습니다. 또한, 본 등록계의 추가 변환 및 회전은 매개변수의 추가 변환 그룹 내에서 정의할 수 있습니다.
추가 변신. 축을 따라 추가 오프셋을 입력할 수 있습니다.
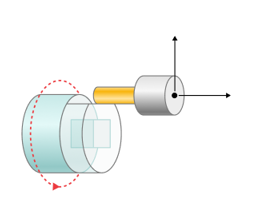
로터리 변환.
기계에서 실행할 수 있는 경우 선형 축 중 하나의 방향으로 공구의 변위를 빌렛의 회전 운동으로 변경하기 위해 3좌표 밀링 처리를 허용합니다.
극선. 극선 보간은 간단한 3축 밀링 공정에서 선형 축을 회전 축으로 변경합니다. 일반적으로 드라이브 밀 도구가 있는 선반에 필요합니다. 때때로 극좌표 보간법은 또 다른 기계의 왕과 함께 사용됩니다. 일반 선반에는 두 개의 선형 축(보통 X와 Z)이 있고 스핀들 회전(보통 C축)이 있습니다. 더보기
로터리 축. 선형 축(일반적으로 스핀들, 회전 테이블)을 대체하는 회전 축입니다.
대응좌표. 부품 축에 수직인 선형 축입니다.
축 좌표. 부품의 회전축과 일치하는 선형 축입니다.
음의 방향 좌표. 활성화된 경우: POSITIVE 기호로 출력을 좌표화합니다.
비활성화된 경우:NEGATIVE 기호로 출력을 좌표화합니다.
CNC 보간. 활성화된 경우: Tool Fast는 반사 및 회전축을 사용하여 CAM 시스템에 의해 보간됩니다.
비활성화된 경우: 특수 CNC 명령은 CNC 제어에서 보간을 활성화/비활성화하는 데 사용됩니다.
움츠러들기. 빠른 동작을 위한 출력 방식(G0,G1)
빠른 공급. 보간 블록 내부에서 급류에 대한 직선 운동(G1)을 출력합니다.
급속 피드. 보간 블록 내부에서 급류에 대한 위치 결정(G0)을 출력합니다.
빠른 공급. "급속 Motions=Fast 피드"일 때 출력될 피드 값
C=0부터 시작하세요. 활성화된 경우: 보간을 켜기 전에 회전축을 ZERO POSITION으로 설정합니다.
비활성화된 경우: 보간을 켜기 전에 회전축을 BEST POSITION으로 설정합니다. 추신 2023년까지 구현된 일부 후처리기는 이 옵션을 지원합니다. PP 제공업체에 문의하거나 "제로 위치"를 사용하세요.
공차. 이상적인 궤도에서 변환된 궤도의 편차를 mm(인치) 단위로 특성화합니다.
원기둥형. 원통형 보간을 사용하면 펼쳐진 곡선을 프로그래밍하여 원통의 측면 표면을 밀링할 수 있습니다. 펼쳐진 곡선은 [X,Y,Z] 좌표로 프로그래밍되지만 원통 밀링은 [X,C,Z] 좌표로 수행됩니다. 따라서 원통형 보간법은 [X,Y,Z] => [X,C,Z]로 변환됩니다. 더보기
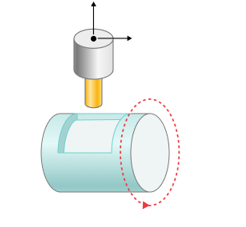
일부 매개변수는 극좌표 보간과 유사합니다.
원통 보간을 위해서는 작업 영역 탭에서 기준 표면 원기둥을 지정하고 보간을 활성화해야 합니다.
끄기. 로터리 변환을 출력합니다.
참조: