극좌표 보간
원통 보간은 기계가 허용하는 경우 모든 밀링 작업에서 사용할 수 있습니다.
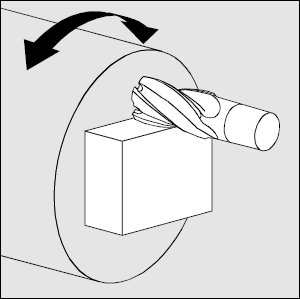
극선 보간은 간단한 3축 밀링 공정에서 선형 축을 회전 축으로 변경합니다. 일반적으로 드라이브 밀 도구가 있는 선반에 필요합니다. 때때로 극좌표 보간법은 또 다른 기계의 왕과 함께 사용됩니다. 일반 선반에는 두 개의 선형 축(보통 X와 Z)이 있고 스핀들 회전(보통 C축)이 있습니다.
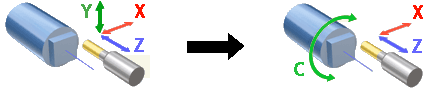
단순 모드에서 CAM 시스템은 [X,Y,Z] 좌표로 G 코드를 생성합니다. 극좌표 변환이 활성화된 경우 [X,C,Z] 좌표에 동일한 g-코드가 생성됩니다. 따라서 극좌표 보간은 [X,Y,Z] => [X,C,Z]를 변환합니다.
극좌표 보간 사용 가능성은 기계 구성에 따라 다릅니다.
공작물을 회전시키는 <로터리 축>(회전 테이블, 선반 스핀들)이 존재해야 합니다.
회전축은 공구 회전축과 평행하게 위치해야 합니다.
회전축과 수직인 평면에서 공구를 이동시키는 <반경축>이 존재해야 합니다.
회전축을 따라 공구를 이동시키는 <축축>이 존재해야 합니다.
나열된 모든 조건이 수행되고 기계 변수 기계 –> 표준 제어 –> 로터리 변환 –> 극선 보간이 사용 가능하도록 설정되면 변환 페이지에서 회전 변환 패널을 사용할 수 있습니다.
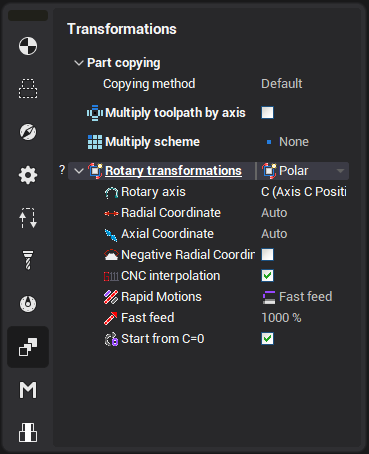
<모드> 필드는 회전 변환 모드(없음, 극좌표 또는 원통형 변환)를 정의합니다. 공차는 변환된 공구 경로와 이상적인 공구 경로의 편차를 정의합니다. mm(인치) 단위로 측정됩니다.
극변환은 다음 계산을 수행합니다.
![]()
![]() ,
,
여기서:
R - 방사형 축 위치,
A – 로터리 축 위치,
X – 첫 번째 선형 축의 위치,
Y – 두 번째 선형 축의 위치.
해당 필드는 회전 축, 반경 축 등으로 사용되는 기계 축을 정의합니다. 이러한 매개변수의 기본값은 기계 스키마에 정의됩니다.
최신 수치 제어에는 극좌표 변환을 수행할 수 있는 가능성이 있습니다. 따라서 설명된 변환은 제어 내부, CAM 소프트웨어 내부에서 수행됩니다. 이 경우 G 코드는 [X,Y,Z] 좌표에서 생성되고 제어는 [X,Y,Z] => [X,C,Z] 변환을 수행합니다. 대부분의 경우 G 코드는 다음 순서와 유사합니다.
실제 기계 축에 프로그래밍된 시작점으로의 위치 지정입니다.
원통 반경을 지정하여 극좌표 보간 모드를 켭니다.
[X,Y,Z] 좌표에 프로그래밍된 프로파일을 따른 동작입니다.
극좌표 보간 모드를 끕니다.
잘 알려진 컨트롤에 해당하는 명령이 아래 표에 나와 있습니다.
| 수치 제어 | 극좌표 보간을 켜려면 | 극좌표 보간을 끄려면 |
| FANUC, Mоri Seiki, HAAS 등 | G112 | G113 |
| 사인 | 전송 | TRAOFF |
| 하이덴하인 | - | - |
기계 변수 기계 –> 제어 파라미터 –> 로터리 변환 –> CNC 지원 극좌표 보간이 설정된 경우 CNC 보간 틱을 사용할 수 있습니다. 이 매개변수가 켜져 있으면 극좌표 보간을 켜거나 끄는 명령으로 G 코드가 생성됩니다. 그렇지 않으면 G 코드가 [X,C,Z] 좌표에 생성됩니다.