이송 유형
가공 작업에서 사용자는 모든 유형의 가공에 대한 피드 값을 설정할 수 있습니다. 도구 움직임. 정의 가능한 피드의 수와 세트는 작업 유형에 따라 다릅니다. 피드는 현재 작업에 사용할 수 있는 이동 유형에 대해서만 정의할 수 있습니다. 다음 피드 유형을 정의할 수 있습니다.
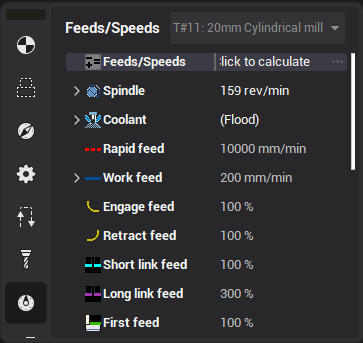
<급속 피드> – 모든 신속한 도구 전환(포지셔닝)이 수행되는 피드입니다. 이 값은 가공 시간 계산에 사용되며 급속 이송 값을 정의하는 데 필요한 제어용 NC 코드 생성 중에도 사용됩니다. 위치 결정 속도가 구동 속도에 따라 달라지는 기계에 대한 NC 프로그램을 작성할 때 급속 이송 값은 무시됩니다.
<작업 피드> – 메인이 되는 피드 취업 허가 작업이 수행됩니다. 황삭 작업에서는 재료 제거가 수행되고 마감에서는 세부 표면 가공이 수행됩니다.
<접근 피드> – 작업 패스 시작에 대한 접근이 수행되는 피드;
<후퇴 피드> – 작업 패스 완료 후 철회가 수행되는 피드입니다.
<플런지 피드> – 이 피드에서는 워터라인 황삭 및 포켓팅 작업에서 하위 가공층으로의 플런징이 수행됩니다.
<피드 to next> – 피드, 스텝오버 가공되는 표면을 따라 다음 작업 패스까지 수행됩니다.
– 이전으로 돌아가는 피드 취업 허가, 이전에 완료된 스텝오버의 도구 경로를 따라 수행됩니다. <정삭 패스 피드> – 피드, 취업 허가 거친 작업의 세부 표면을 따라 수행됩니다. 황삭 작업 후 고품질의 표면을 얻어야 할 때 사용하는 것이 좋습니다.
<처음 pass 피드> – 첫 번째 피드 공작물 거친 작업에서 표면 가공 스트로크. 예를 들어, 표면 및 공작물 코어의 가공성을 다르게 지정하는 것이 좋습니다.
<의자 높이에서 전환 표면> – 안전한 표면에서 전환되는 도구 경로에 대한 피드입니다.
<하이로 복귀 표면> – 안전한 표면으로 돌아가는 도구 경로에 대한 피드입니다.
<비상 높이에서 접근 표면> – 안전한 표면에서 접근하는 도구 경로에 대한 피드입니다.
<긴 전환> – 패스 간의 긴 전환을 위한 피드입니다.
피드 값은 모든 기본 도구 경로 섹션의 경사 각도에 따라 영구적이거나 계산될 수 있습니다. 계산된 피드를 할당할 때 아래, 수평 및 위로 이동할 때 피드 값과 계수를 정의합니다. 아래로, 수평으로 또는 위로 이동할 때 실제 피드 값은 피드 값에 해당 보정 계수를 곱한 것과 같습니다. 기본 도구 경로 섹션의 경사 각도 중간 값을 사용하면 실제 피드 값은 정의된 경계 값에 비례하여 계산됩니다. 예를 들어 피드 값이 위로 300, 수평으로 – 200, 아래로 – 100인 경우 45도 각도 아래에서 위로 공구 이동이 있는 섹션의 실제 피드 값은 250과 같습니다. 계산된 피드를 사용하면 절삭 모드에 대한 유연한 제어로 인해 사용자가 가공 시간을 줄일 수 있습니다.
중고 CAM 시스템에 있는 경우 구성 절삭 모드 계산 모듈이 있으면 공작물 재료, 공구 및 작업 매개변수와 관련하여 피드 값을 자동으로 계산할 수 있습니다. 계산된 피드를 사용하는 경우, 얻은 피드 값에 해당 계수를 곱하여 위, 가로, 아래로 이동할 때 실제 피드 값이 계산됩니다.
콜라주 피드는 영구 값으로만 지정할 수 있습니다. 작업 피드는 영구적이거나 가변적일 수 있습니다. 실제 값은 수동으로 지정하거나 절단 모드 계산 모듈을 통해 자동으로 계산할 수 있습니다. 다른 모든 피드는 유사하게 또는 작업 피드의 백분율로 할당됩니다. 작업 피드에서 백분율로 할당할 때 피드 유형은 작업 피드와 마찬가지로 설정되며 숫자 값은 작업 피드의 해당 값에서 정의된 백분율을 합성합니다. 예를 들어, 접근 피드를 작업 피드의 50%로 설정하면 접근은 메인 피드 속도의 절반으로 수행됩니다. 취업 허가.
참조: