적응형 가공
고속 밀링용 모듈입니다.
참고:
추가 라이센스가 필요합니다.
포켓 전략은 열린 포켓과 닫힌 포켓에서 재료를 제거하도록 설계되었습니다.
이러한 전략은 다음 작업에서 사용할 수 있습니다.
가공 전략 드롭다운에서 선택할 수 있는 7가지 전략은 다음과 같습니다.
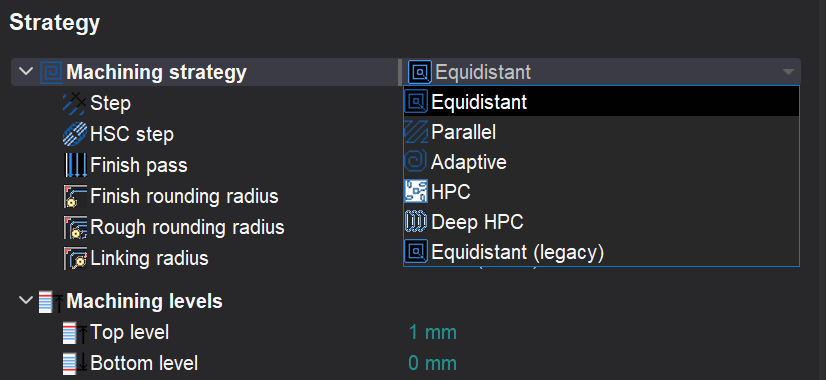
6가지 전략이 있습니다. 일부 항목은 선택사항이므로 추가 라이센스가 필요합니다. 너무나 많은 전략이 장기적인 개발의 결과입니다. 모든 전략에는 고유한 장점과 단점이 있으므로 그 중 어느 것도 시스템에서 제거될 수 없습니다.
| 전략 | | |
| 등거리(레거시) | 장점
| 단점
|
| 등거리
| 장점
| 단점
|
| HPC(고성능 절단)
| 장점
| 단점
|
| 딥 HPC
| 장점
| 단점
|
| 적응형
| 장점
| 단점
|
| 평행
| 장점
| 단점
|
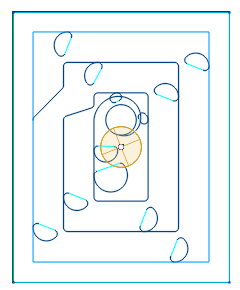
활동형 전략의 기능
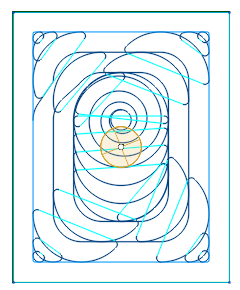
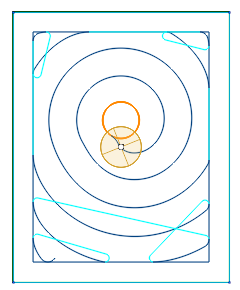
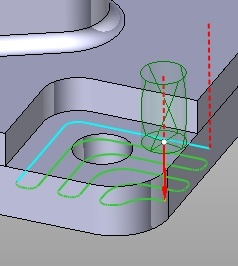
이 전략은 높은 이송 속도, 최대 절단 깊이(플루트 길이까지) 및 상대적으로 얕은 절단 폭(공구 직경의 5% ~ 30%)을 사용하여 대량의 재료를 효과적으로 제거하는 데 사용됩니다. 지정된 도구 결합 각도(절단 폭 또는 단계로 정의됨)가 전략에 의해 절대 초과되지 않도록 보장되므로 이러한 매개변수가 가능합니다.
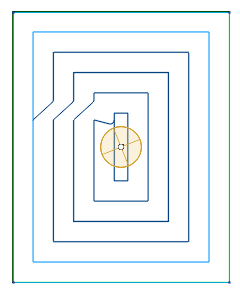
재료는 나선형으로 제거됩니다. 도구 경로에는 날카로운 모서리가 없습니다. 공구 경로의 매끄러움은 황삭 반올림 반경, 마무리 반경 및 연결 반경에 대한 전용 매개변수에 의해 정밀하게 제어됩니다. 연결은 열 축적을 방지하는 데 도움이 되는 추가 작은 Z 여유 공간을 사용하여 작업 평면에서 수행하는 것이 바람직합니다. 이 공구는 공구 수명을 연장하는 소위 '롤인 기술'을 사용하여 재료를 맞물립니다. 모두 클라이밍과 혼합(클라임과 컨벤셔널) 밀링이 가능합니다. 혼합 밀링의 경우 기존 패스의 절삭 폭과 이송 속도를 상승 패스와 별도로 설정할 수 있습니다.
포켓 전략을 선택하는 방법
선택 1번은 적응형 이 전략은 추가 라이센스가 필요하기 때문에 기본값으로 설정됩니다. 따라서 구매를 적극 권장합니다. 다른 변형은 모두 이 전략이 사용 가능하거나 부적절한 공구 경로를 제공하는 경우에만 테스트해야 합니다.
열심히 작업이 가능하고, 균일한 공구 부하가 필요하다면 시도해 보세요. 딥 HPC 전략.
균일한 공구 부하가 필요하고 가공 단계가 공구 직경의 50%를 초과하는 경우 시도해 보십시오. HPC 전략
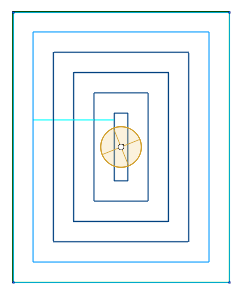
균일한 공구 부하가 필요하고 가공 단계가 50% 미만인 경우 시도해 보십시오. 등거리 전략.
사용 평행 자신의 재량에 따라 전략을 세우십시오.
사용 등거리(레거시) 다른 모든 전략이 부적절한 도구 경로를 제공하는 경우.
공구 경로 매개변수
-
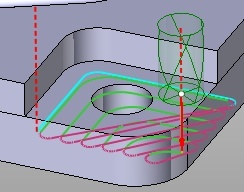
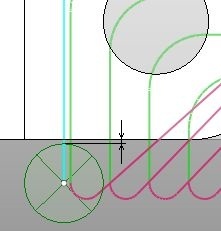
후면 오프 거리 매개변수
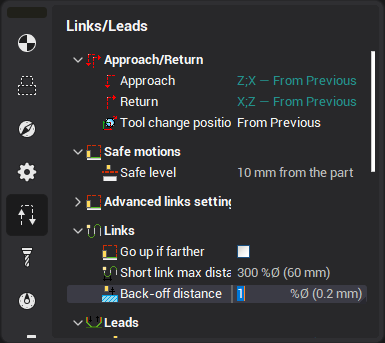
공구가 다음 트로코이드 아크 시작 위치로 이동할 때 이미 가공된 표면 위로 들어올릴 수 있습니다.
-
지그재그 모드의 둥근 링크
링크의 라운딩에는 '끝 rounding radius', '황삭 rounding radius', '연결 radius' 값이 사용됩니다.
-
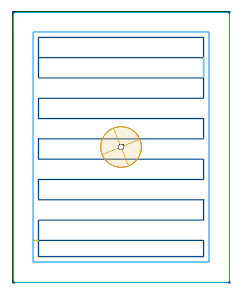
동일한 Z 레벨의 링크
상승 및 일반 모드에서는 공구가 안전 수준으로 후퇴하지 않고 다음 경로로 직접 이동합니다. 이미 가공된 표면 위에서 빠른 동작이 수행되는 경우 "공구 백오프 거리"가 사용됩니다. 모션을 부드럽게 만들기 위해 "Idle Radius"도 사용됩니다.
-
안전 거리
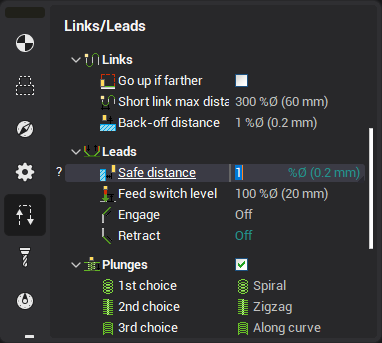
안전 거리 도구를 안전한 표면에서 위/아래로 이동하는 데 사용됩니다.
수직 동작은 공작물로부터 이 거리에서 수행됩니다. 따라서 버전 10에서는 더 이상 빠른 피드 충돌을 제외하기 위해 접근/후퇴를 활성화할 필요가 없습니다.
황삭 가공 시 사전 드릴링된 구멍을 사용하여 플런징하는 경우 사전 드릴링 공구 직경은 밀링 공구 직경보다 최소 안전 거리의 두 배 이상 커야 합니다. 그렇지 않으면 미리 뚫은 구멍이 감지됩니다. .
-
마카오 링크 피드
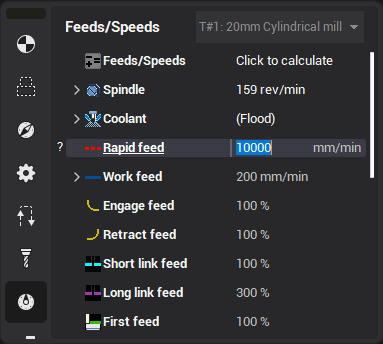
링크 이동은 다음을 사용하여 계산할 수 있습니다. 어느 쪽이든 는 다음 피드 or 는 피드 반환 가치. 링크 길이가 '짧은 링크' 거리보다 작으면 '다음 피드' 값이 사용되고, 그렇지 않으면 '반환 피드' 값이 사용됩니다. 리턴피드는 기본적으로 비절삭피드인 300작업 피드의 %로 설정되어 있습니다. 절단하는 경우 is 시뮬레이션 시 '리턴 피드' 이동 중에 감지되면 이 이동은 오류로 표시됩니다.
참조: