밀링 작업의 접근 및 퇴피
공구경로의 시작과 끝에서 더 높은 유연성과 제어를 제공하기 위해, 시스템에는 공구 접근 및 퇴피에 대한 여러 옵션이 있습니다. 접근 동작은 모든 공구경로의 시작 부분에 추가되고, 퇴피 동작은 끝 부분에 추가됩니다. 작업 이송과 다른 이송 속도를 이러한 동작에 적용할 수 있습니다. 작업에서 커터 반경 보정을 사용하는 경우, 접근 동작의 시작 부분에서 활성화되고 퇴피 동작의 시작 부분에서 취소됩니다.공구
공구의 <접근>은 다음과 같이 수행됩니다:공구
공구작업의 안전 평면에서 플런지 점까지 공구가 접근합니다.
Z축이 접근 동작을 시작하기 전에 안전 레벨 또는 안전 거리까지 급속 이송합니다(설정에 따라 다름). 안전 레벨은 현재 좌표계의 Z 상단 레벨에서 측정됩니다. 안전 거리는 패스 깊이 위의 Z 거리입니다.
Z축이 정의된 접근의 시작점까지 이송 하강합니다.
사용자 정의 접근이 가공 모델에 적용됩니다.
작업 패스가 시작됩니다.
공구의 <퇴피>는 다음과 같이 수행됩니다:공구
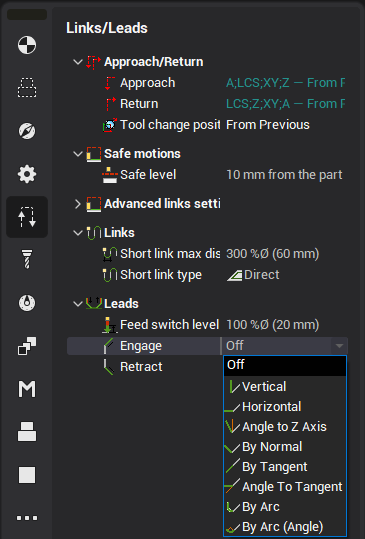
시스템에서 사용 가능한 접근/퇴피 방법은 다음과 같습니다:
<접근 없음>. 접근 및 퇴피 공구경로 부분이 생성되지 않습니다.
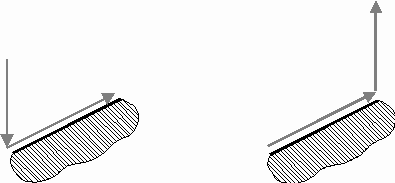
<법선 방향>. 작업 패스의 첫 번째 점에서 곡면의 법선을 따라 접근하고, 퇴피는 마지막 점에서 수행됩니다.작업 패스
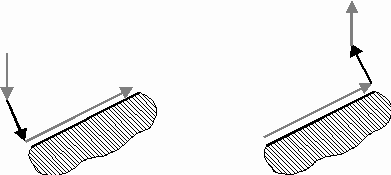
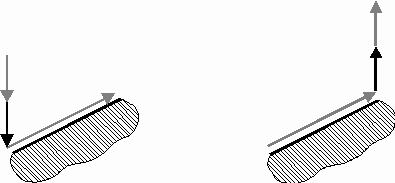
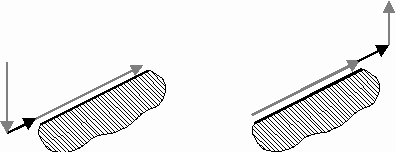
<접선 방향>. 첫 번째 가공 점까지 접선 방향으로 접근하고, 퇴피는 마지막 점에서 접선 방향으로 수행됩니다.
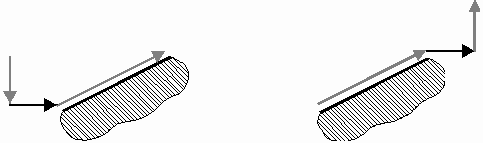
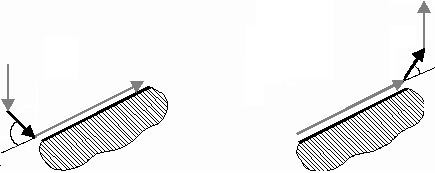
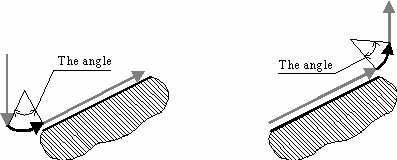
<접선 각도>. 첫 번째 가공 점까지 접선에 대한 각도로 접근하고, 퇴피는 마지막 점에서 접선에 대한 각도로 수행됩니다.
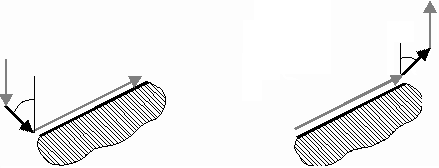
<호>. 시스템이 정의된 반경을 사용하여 곡선의 첫 번째 점에 호를 추가합니다. 호는 수직 평면에 놓이며 윤곽에 적용된 첫 번째 공구경로와 접선을 이룹니다. 곡선의 각도는 사용자가 정의합니다. 공구 플런지는 호의 수직 끝에서 수행되고, 호를 따라 이동한 후 작업 패스로 진입합니다. 퇴피는 역순으로 수행됩니다.공구 플런지작업 패스
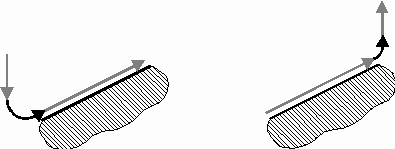
<호 (각도)>. 시스템이 정의된 반경을 사용하여 곡선의 첫 번째 점에 호를 추가합니다. 호는 수직 평면에 놓이며 윤곽에 적용된 첫 번째 공구경로와 접선을 이룹니다. 곡선의 각도는 호의 반대쪽 접선이 수직이 되도록 계산됩니다. 공구 플런지는 호의 수직 끝에서 수행되고, 호를 따라 이동한 후 작업 패스로 진입합니다. 퇴피는 역순으로 수행됩니다.공구 플런지작업 패스
<파라미터> 버튼을 누르면 페이지가 열립니다. 도식 그림에서 급속 이송 공구경로는 빨간색으로, 작업 이송은 녹색으로 표시됩니다. 이 뷰에서 작업에 필요한 접근 및 퇴피 동작 유형을 선택할 수 있습니다. 선택한 접근/퇴피 유형에 따라 시스템이 그래픽과 해당 유형의 파라미터 필드를 업데이트합니다. 동작의 치수는 시스템의 현재 단위(mm 또는 인치)로 지정하거나 공구 직경의 백분율로 지정할 수 있습니다. 값 지정 방법은 입력 필드 옆의 버튼으로 전환합니다.
마우스 왼쪽 버튼을 빠르게 클릭하면 즉시 다음 방법으로 전환됩니다. 버튼을 누른 채 0.5초 동안 유지하면 컨텍스트 메뉴가 나타나며, 원하는 값 설정 방법을 선택할 수 있습니다.
<안전 레벨/안전 거리> 옵션을 사용하여 공구가 급속 이송에서 이송으로 전환하는 방법을 정의할 수 있습니다. 안전 레벨은 현재 좌표계의 Z 데이텀으로 정의됩니다. 안전 거리는 작업 패스 높이에서 정의된 유형의 접근에 대해 상대적으로 정의됩니다.
2D 곡선을 가공할 때, 시스템은 접근 점을 자동으로 선택합니다. 접근 점이 정의되지 않은 경우, 아래 그림과 같이 외부 코너 또는 가장 긴 구간에서 접근이 수행됩니다.
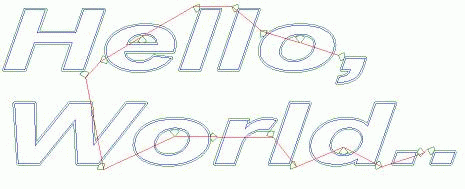
참고: