공구 교환 위치
응용 프로그램 지역:
공구 교체 위치는 공구 교환이 수행되는 기계 위치입니다. CAM 시스템에서는 전체 작업 목록에 대한 기본 도구 교환 위치를 지정하고 필요에 따라 개별 작업에서 이 설정을 무시할 수 있습니다. 공구 교환 위치는 작업 설정 패널의 접근/복귀 섹션에서 지정됩니다. 공구 교환 위치를 정의하는 것은 필수입니다. 도구 변경 위치를 겹겹이 정의하면 수정 모드에서 도구 변경이 겹겹이 시뮬레이션됩니다. 도구는 실제 작업 초기에 나타나고 작업이 끝나면 사라지는 것입니다. 이 설정은 공구 교환 중에 기계나 부품이 손상될 위험이 없는 경우 일반적으로 기존 3축 밀링에 사용됩니다. 그러나 5축 밀링 센터 및 밀링 터닝 기계와 같은 복잡한 기계의 경우 유효한 공구 교환 위치를 지정하는 것은 안전하고 시간 효율적인 가공을 위해 매우 중요합니다.
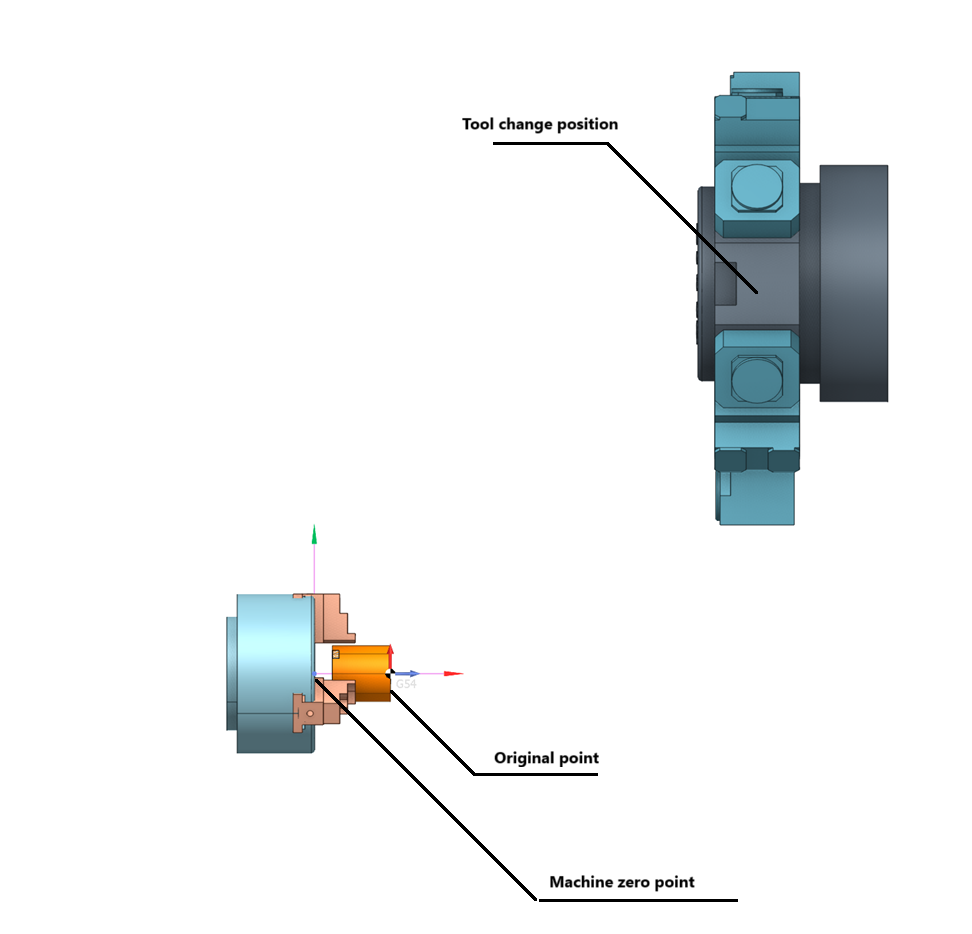
공구 교환 위치는 기계 좌표계(G53)의 기계 좌표 세트(예: 위 그림 X1(0) Y1(0) Z1(0)...)로 정의됩니다. 그 좌표는 물리적 좌표이며, 공작물 좌표계에서 공구 끝의 좌표를 합친 것입니다. 따라서 밀턴 기계의 경우 해당 좌표는 터렛 헤드 중심점의 좌표입니다.
실제 작업의 경우 다음 옵션 목록에서 공구 교환 위치를 선택할 수 있습니다.
1. 이전 작업 시작 - 공구 교환 위치는 이전 작업에서 상속됩니다.
2. 시작점 기계 - 공구 교환 위치는 기계 노드 아래에 지정된 위치에서 상속됩니다.
3. 사용자 정의. 이 항목을 선택하면 공구 교환 위치 대화상자가 나타납니다.
공구 교환 위치 대화 상자는 대화형 모드에서 실제 작업에 대한 공구 교환 동작뿐만 아니라 공구 교환 위치를 정의하는 데 사용됩니다. 여기에서 다음을 설정할 수 있습니다.
1. 모드(할당 방식) (Avoid colision, 최단 거리, 시작점 루트, 이전 작업 시작점 및 사용자 정의).
2. 공구 교환 위치를 이용합니다.
자동(공구 교환 위치로 이동). 이 옵션을 선택하면 공구 교환 위치는 인접한 두 작업이 서로 다른 공구 번호를 가진 서로 다른 공구를 사용할 경우에만 사용됩니다. 인접한 두 작업이 동일한 공구를 사용하는 경우 공구 변경에 대한 NC 코드가 생성되지 않으며 두 번째 작업은 이전 작업의 마지막 지점에서 가공을 시작합니다. 이것이 기본 동작입니다.
어쨌든 사용하세요. 옵션을 선택하면 작업 종료 시 공구는 무조건 공구교환 위치로 이동합니다.
사용하세요. 공구는 가공이 끝나면 공구 교환 위치로 분류됩니다.
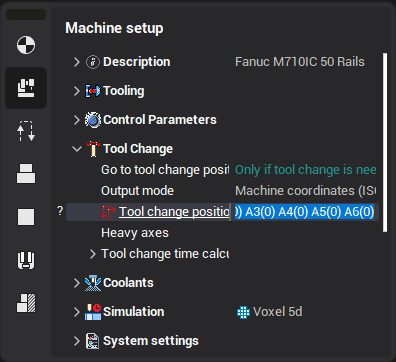
3. 공구 교체 출력 모드.
공구 끝 좌표. CAM 시스템은 공작물 좌표계에서 공구 팁의 좌표를 나타내는 일반 GOTO 및 MULTIGOTO 명령을 사용하여 공구 교환 동작을 생성합니다.
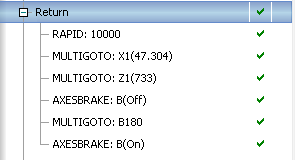
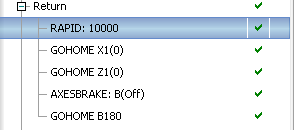
참조점(ISO G28). 옵션을 선택하면 CAM 시스템이 공구 교환 위치 지정을 위한 GOHOME 명령을 생성합니다. GOHOME 명령은 기계 좌표계의 좌표를 나타내며 포스트 프로세서에서 "기준점으로 이동" 명령(ISO G28)을 생성하는 데 사용할 수 있습니다.
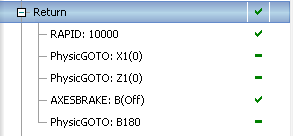
기계공학(ISO G53). 이 옵션을 선택하면 CAM 시스템이 도구 변경 위치 지정을 위해 PhysicGOTO 명령을 생성하게 됩니다. PhysicGOTO 명령은 기계 좌표계의 좌표를 나타내며 포스트 프로세서에서 "기계 좌표로 이동" 명령(ISO G53)을 생성하는 데 사용할 수 있습니다.
4. 공구 교환 위치 검색.
좌표는 목록에 지정됩니다. 공구 교환 위치를 정의하려면 해당 축 근처의 상자를 선택하고 축 값을 설정해야 합니다. 기계(G53) 및 공작물(G54) 좌표계 모두에서 축 좌표를 설정할 수 있습니다. 결과가 화면에 표시됩니다. 공구 교환 위치를 정의하는 편리한 방법은 그래픽 보기에서 결과를 보면서 마우스 휠을 사용하여 축 좌표를 변경하는 것입니다.
기본 공구 교환 위치를 지정할 수 있습니다. 기계 매개변수 패널